Building a PLCnext Controlled Can Crusher Part 2: Initial Assembly
Follow article
 Dave from DesignSpark
Dave from DesignSpark
How do you feel about this article? Help us to provide better content for you.
Dave from DesignSpark
Thank you! Your feedback has been received.
Dave from DesignSpark
There was a problem submitting your feedback, please try again later.
Dave from DesignSpark
What do you think of this article?
Checking component fit, making adjustments and planning the wiring.

In part one of our can crusher build series, we took a look at the mechanical design of the can crusher itself, touched on the control system components and cast eyes over the pneumatic system. In this post, we will follow the assembly of the mechanical parts of the system.
Cutting Extrusion
The most obvious place to start construction is with the lower frame assembly — this consists of a large amount of 40x40mm aluminium extrusion. As we have the 3D CAD model of the completed assembly it’s easy to produce a cut list with all the required lengths of extrusion; in this case, we need four 900mm lengths and eight 420mm lengths.
For the upper guard assembly that sits around the can crushing assembly, four 500mm lengths and three 210mm lengths of 20x20mm extrusion are required. We opted to pick 20x20mm extrusion for the upper guard assembly, as it bears no weight and only serves to hold the polycarbonate side panels and sliding front door in place.
With the extrusion cut, the ends need to be deburred to help reduce the risk of injuries and end caps will be fitted where necessary to cover any exposed ends. This is easily done with a file thanks to how soft the aluminium is.
Now with the extrusion cut to length the lower frame can be assembled. Corner pieces are used extensively as the estimated weight of the completed assembly is on the order of 75kg, so plenty of bracing is necessary.

T-slot nuts are used to fasten components to the extrusion. It is worth noting that there is a knack to getting these in and tightened down, involving threading a nut onto the appropriate screw (in this case M6x12) through whatever is to be fastened, then aligning with the slot in the extrusion, pushing it in and then quickly tightening the screw so that the nut spins round through 90 degrees and clamps onto the profile.
It took me a few times to figure out this technique, at first with much frustration, but eventually, you get a feel for when the nut has tightened down onto the extrusion versus tightened down against your component.
Frame Assembly
With all the extrusion cut, the frame assembly can now begin. Luckily the frame is a cuboid, so nothing should be particularly fiddly to put together.

The first step was to assemble two sides —the structure has a square footprint, so it does not matter which — and then join the sides with the remaining four short sections. All the corners were connected with corner fittings which gives a strong frame assembly.

With the lower frame now assembled, we could put the compressor into place. As we did not have an accurate CAD model of the compressor, it was modelled as a cube matching the dimensions the manufacturer provided. The compressor stands on anti-vibration feet that were supplied with the unit and is free to move, but as there is not much vibration this is not a risk. We decided to not try to build a compressor into the assembly, as this compressor has already been through a certification programme, meaning we do not have to worry about certifying the pressure vessel.

Next, we installed the DIN rail containing all the control components. At first, as we were mocking up the final design, we opted to just place all the components on the rail and then organise them later in an arrangement that has the most ideal wiring layout. This would give us a better idea of the size and scale of the components, which is something that can sometimes be hard to determine from looking at a CAD model.
With most of the internal componentry installed, we could move on to fabricating the mock MDF panels — this is instead of jumping straight to getting custom polycarbonate panels made up, which would be expensive if we made a mistake or left something out! As all the panels are all quite large, e.g. 500x900mm for the base, we had to split these into three to fit on our laser cutter which has a bed of 600x400mm. The top guard panels would fit as-is, as these are only 250x500mm.
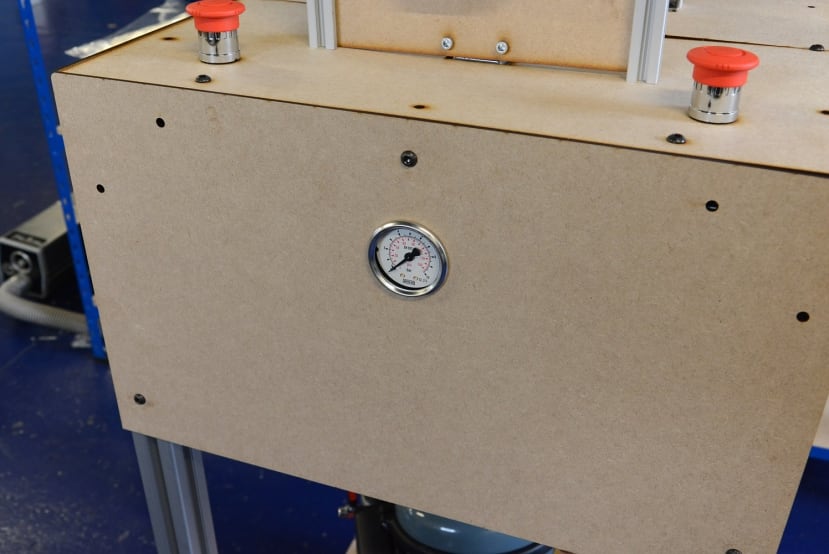
The front panel contains nothing other than holes to fasten to the extrusion, and a panel mounting pressure gauge (077-7075) . As this was the only component, we only cut out the MDF mockup of the top panel third.
Likewise, the same applies to the left- and right-hand panels, which hold the two buttons (145-0607) for activating the crushing process.
As the top panel holds the top guard assembly in place, we mocked up all the required pieces — the final version is to be made of steel and will be one single panel, but again the limitations of our laser cutter necessitated splitting it in half.
Components fastened to the top panel include the safety interlock (826-3953) to lock the sliding door, two emergency stop buttons (795-1306) , and two status indicators.

Positioning the interlock required some fine shuffling in the CAD design to ensure the actuator mated up with the interlock itself. The IDEM interlock has chosen features with the ability to rotate the head through 180 degrees, which enables us to mount it upside down and have the actuator enter through a cutout in the top plate.
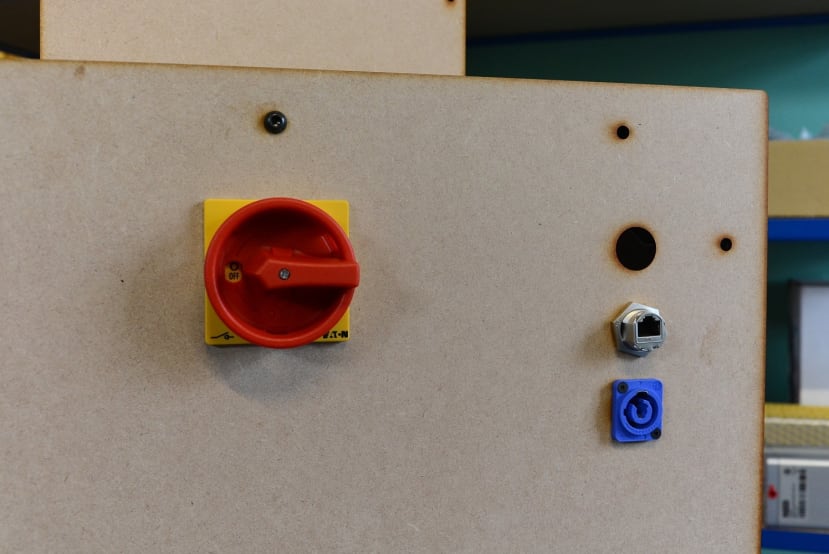
As the back panel features a few more details, this was fully mocked up in MDF. Located on this there is a rotary isolator (257-9384) , a space for a key switch to lock the machine out, a panel-mount Ethernet connector (111-6744) and a Neutrik PowerCon connector (246-8290) for the mains inlet. The Ethernet connector is to provide a network connection to the PLC inside the unit, which will allow for reprogramming and also a connection to the web HMI.
Planning the Wiring
Despite the unit being fairly simple, there is a relatively large number of wire connections that need to be made. It is well worth planning wiring out before building anything as mistakes can be caught earlier rather than in the wiring stage.
The first step is to select (or create) a wire numbering scheme. Many standards exist, and a lot of advice on the Internet suggests either picking a sane one that works for you, if starting from scratch, or to follow the existing scheme if making modifications to a panel.
In this case, given we were starting from scratch, we came up with “XYY(ABC)” where X is the alphanumeric document designator, for example, “A” would be high voltage power, and YY is then the wire number. The bracketed part is optional, but could be used for helpful notes on a wire — for example, a live wire called A01 could have “L” appended to the end to make it obvious that it is live, or a 24Vdc wire could have “+” on the end to denote a positive DC supply.

Wire colours again are a rabbit hole of reading, but there are standards for panel wiring available. We chose to roughly follow this link and used white for a control wire colour, along with orange for safety signals.

With the prerequisites of numbering schemes and colour schemes selected, we began listing every connection within the control system. Documenting every connection will ease any assembly stresses and aid in diagnostics later down the line, especially when compared to a bundle of wire that is all the same colour! Adding connector types to the wiring plan also helps when building the panel, as there is no guesswork on how the wire should be terminated.
Compressor Video
As we were building the machine we tested the compressor to see how loud it would be, and we were pleasantly surprised at just how quiet it was.
Next Steps
In this post, we’ve taken a look at the assembly process for the can crusher and looked into designing a wiring plan for the control system. In the next post in this series, we’ll take a look at designing the PLC control program, and then test the can crusher.