Industrial HMI Solutions: a closer look with Cypress, An Infineon Technologies Company
Follow article
 Dave from DesignSpark
Dave from DesignSpark
How do you feel about this article? Help us to provide better content for you.
Dave from DesignSpark
Thank you! Your feedback has been received.
Dave from DesignSpark
There was a problem submitting your feedback, please try again later.
Dave from DesignSpark
What do you think of this article?

The human-machine interface, or HMI, allows us to interact with a machine or a system through various input and output elements, such as a button, a slider or a touch panel. The term is usually associated with the industrial environment, but there are plenty of examples of applications in the consumer and automotive sectors. Industrial HMIs are specifically designed for the control and coordination of the manufacturing or industrial processes. One of the common use cases of industrial HMIs is in the factory automation, where the operator or maintenance personnel can connect to the Programmable Logic Controller (PLC) system and monitor and control the machines on the factory floor directly from the HMI.
This article discusses how Cypress Semiconductor approaches the design of Industrial HMI and highlights some product recommendations to get started. The functional block diagram of their solution is demonstrated below.
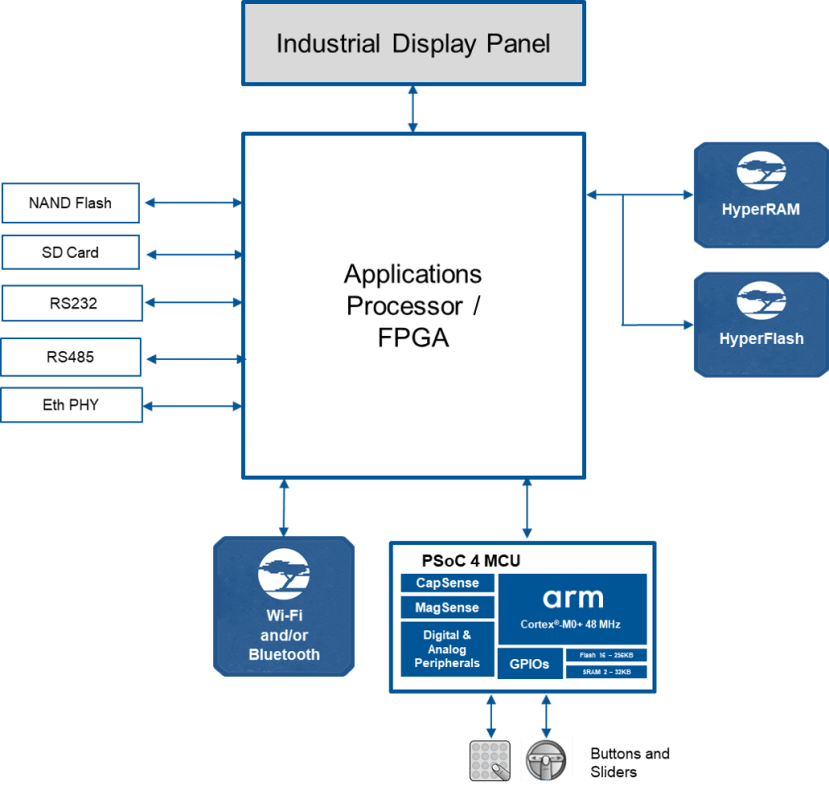
Functional block diagram for Industrial HMI (cypress.com)
The following sections will walk you through the three different design aspects of Industrial HMI: processing and sensing capabilities, memory expansion options and connectivity solutions.
Processing & Sensing
The controller for industrial HMI is typically implemented with an embedded processor of some sort, such as an MCU, MPU or an FPGA. The required processing power will depend on what kind of functionalities the designer wants to include in the HMI as well as its intended end application. The HMI with a very basic interface can be supported by a low-performance processor (less than 300 MHz), whereas high-end HMIs must include a high-performance processor (more than 1 GHz) along with advanced capabilities, such as a 2D and 3D graphics accelerator, a DSP for audio and video processing and more.
Another factor to consider when deciding on the right processor is the sensing technology that going to be used for input elements, including a pushbutton, a keypad, slider or touchscreen. Often times, a low-power, integrated MCU is used as a secondary controller here acting as a sensor/HMI hub.
Resistive-sensing technique has been around for a while now, and most processors can natively support this technology. However, there are a few issues that tend to put off the designers from utilizing the resistive-sensing for critical industrial applications, such as in a factory environment. Those might include responsiveness, false touches, limited operating life due to general wear and tear, and low shock resistance. Touch-sensing based on capacitive and inductive-sensing can provide the robustness and functionality that resistive-sensing cannot guarantee. Both technologies are offered by Cypress with their CapSense® capacitive-sensing and MagSense™ inductive-sensing solutions. The table below summarises these two technologies, but if you want a more in-depth explanation, check out this article from Cypress.
| Capacitive-Sensing | Inductive-Sensing | |
| Advantages |
|
|
| Disadvantages |
|
|
Cypress’ PSoC 4 and PSoC 6 architectures enable the designers to integrate these advanced touch-sensing technologies into their HMI system design. Some great development kits to get started with CapSense capacitive-sensing are PSoC 6 BLE Pioneer Kit (CY8CKIT-062-BLE) (136-7817) , PSoC 4100S Plus Prototyping Kit (CY8CKIT-149) (176-9834) , PSoC 4 BLE Pioneer Kit (CY8CKIT-042-BLE-A) (124-4184) . The MagSense block is currently featured in PSoC 4700 family of MCUs, with PSoC 4700S Inductive Sensing Evaluation Kit (CY8CKIT-148) (181-3725) and associated Inductive Sensing Coil Breakout Board (CY8CKIT-148-COIL) (190-4951) . Check out DesignSpark’s recent unboxing video featuring these last two products.
Memory
Industrial HMI designs might require expandable memory options to cater for advanced system features, including continuous data-logging and fast boot times. In the factory automation space, for example, having access to the continuously logged data from machines provides an opportunity to identify trends in the data and to spot any overlooked issues or missed notifications. The faster boot-up times ensure that fast and responsive user experience. Advanced user interfaces, such as graphical user interfaces (GUIs), might also require a significant amount of additional memory for buffering. Memory solutions for industrial HMIs should be able to withstand harsh environmental conditions over extended periods.
The memory expansion options recommended in the solution diagram belong to Cypress’ HyperBusTM Memory family of products, which uses their HyperBus interface technology. The HyperBus interface offers great features, including a low-pin-count (12-pins), high bandwidth (up to 333 MB/s) and a small footprint.
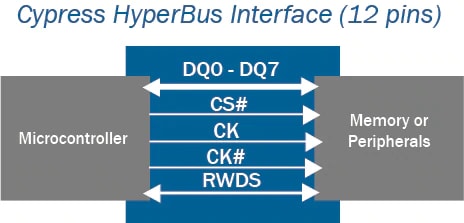
12-pin HyperBus interface (cypress.com)
HyperRAM and HyperFlash memory devices can share this interface, significantly reducing the number of pins required to connect to the host microcontroller compared to existing SDRAM and Quad SPI solutions. The HyperRAM can be used for display frame buffering, whereas HyperFlash can store processor boot code, application code and prerendered graphics. Both families can withstand a wide range of temperature ranges, i.e. Industrial (-40°C to +85°C) and Industrial Plus (-40°C to +105°C), making them ideal for industrial applications. HyperFlash can also operate in Extended (-40 to +125C) temperature range.
HyperRAM comes in a 24-ball FBGA package with a small footprint of 48mm2 and is available in 64Mb and 128Mb density variants (201-7970) . HyperFlash ranges from 128Mbit to 512Mbit.
Connectivity
Connectivity is an important parameter for implementing industrial HMI. Traditional industrial automation systems tend to use Ethernet port, serial RS232 or RS485 connections to communicate with a controlling function, such as PLCs, using protocols designed for industrial communication. Wireless connectivity solutions are gaining more attention in recent years due to attractive prospects of not running expensive cables across the factory floors. A stable and reliable connection that can withstand harsh industrial environments is a must for any wireless connectivity. At the same time, service technicians need to be able to connect immediately, every time and there is no room for connection problems due to interoperability issues.
For connectivity options, Cypress offers a wide range of Bluetooth, WiFi and the combined WiFi/Bluetooth solutions with the best range, throughput and interoperability. The highly-integrated CYW4343W chip that supports 2.4 GHz WLAN and Bluetooth functionalities, which is available through Murata’s LBEE5KL1DX Module, is one of them. The CYW4343W is compatible with Basic Rate (BR), Enhanced Data Rate (EDR) and Bluetooth Low Energy (BLE) standards for Bluetooth connectivity and with IEEE 802.11b, IEEE 802.11g and IEEE 802.11n wireless standards. The LBEE5KL1DX module packs a low-pass filter and a matching circuit along with the CYW4343W chip and comes in a compact LGA package.
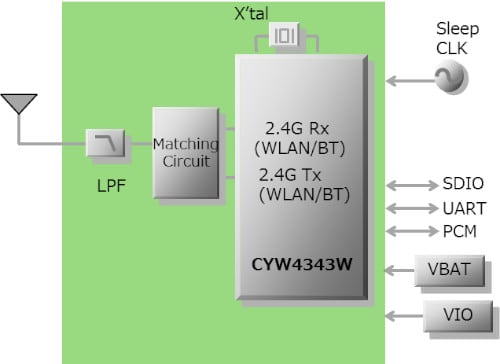
Murata LBEE5KL1DX module (murata.com)
The LBEE5KL1DX module is also available through PSoC 6 Wi-Fi BT Prototyping Kit (CY8CPROTO-062-4343W) (181-2206) and PSoC® 6 WiFi-BT Pioneer Kit (CY8CKIT-062-WiFi-BT) (175 -4669).
Did you find this article useful? DesignSpark has a lot more content around PLC and HMIs.
Additional resources:
PSoC MCUs: Delivering Capacitive-Sensing & Inductive-Sensing for Today’s Embedded Designs
Comments