How to fit a thermoelectric module in a system
Follow article
 Dave from DesignSpark
Dave from DesignSpark
How do you feel about this article? Help us to provide better content for you.
Dave from DesignSpark
Thank you! Your feedback has been received.
Dave from DesignSpark
There was a problem submitting your feedback, please try again later.
Dave from DesignSpark
What do you think of this article?
Introduction
This guide describes the process of mounting a thermoelectric module for use in a thermal management or energy harvesting system. Considerations for mounting cooler (TEC) and generator (TEG) modules are outlined along with more general tips for achieving the maximum potential from your device.
The correct thermal coupling of a thermoelectric module is paramount for its function in a system, as the devices rely on thermal transfer through the module. Any limitations to the thermal transfer, for example, additional thermal resistance/ impedance, will cause significant performance reductions. The most common interfaces at which thermal losses occur are between the heat exchangers and the ceramic faces of the module; best practice for these interfaces are outlined in this document.
Module Orientation
The first step is to mount the module in the correct direction for the application. This is
important as maximum temperature specifications can often differ for each side.
Determining hot and cold side
Cooler Modules (TEC)
Directly measure by operating the cooler module. Before doing this test, check the data sheet for the electrical power input characteristics of the device you are testing. Connect the module to a power supply ensuring the polarity is correct, red wire to the positive terminal and black wire to the negative terminal. Momentarily apply a voltage to the device which is approximately 10% of the Vmax value stated on the data sheet.
Important note: Do not apply full Vmax at this stage because this could overheat the module
Pinching the device between your index finger and thumb, a temperature differential will be felt. Take a note of which side is the cold and which side is the hot side. Terminate the power supply as soon as the temperature differential is observed.
Do not apply power for extended periods of time
Generator Modules (TEG)
Directly measure by operating the module as a generator. Attach the wires to the corresponding coloured leads of a voltmeter and place the device on a surface that is likely to be at room temperature or less e.g. a tabletop. Place your hand on the side of the module which is facing up, this will simulate the module under a temperature differential as your hand should be warmer than the surface of the table. If a small positive voltage is recorded on the voltmeter, the hot side is the face touching your hand. If a small negative voltage is registered, then the cold side is the face that your hand is touching.
Note: Only a small voltage will be measured with this temperature difference so a suitable voltmeter should be used.
Heat Exchangers
A heat exchanger is normally required to couple the heat flux to and/or from the module. Commonly used heat exchangers are forced air convection or liquid-based systems. Note that it is important to adequately size the heat exchanger to avoid too much temperature difference being dropped across the heat exchanger rather than the module. For example, heat sinks for natural convection in air typically result in significant performance losses unless they are significantly larger than the modules.
The impact of the heat exchangers can be estimated by examining the temperature difference across them, ∆THEXC, calculated from the estimated heat flow taken from the module datasheet, Q, and the thermal resistance of the heat exchanger, RHEXC where:
∆THEXC=Q.RHEXC
Off the shelf thermoelectric cooling assemblies comprising TEC module, heat sink and fan/s are available where the thermal components have been optimised. These are available through RS Components here.
Thermal Interfaces
The mating surfaces that thermally couple to the module via the interface material must be capable of good thermal coupling. We typically recommend a flatness ~0.05mm, and average roughness ~1.6 microns for best results. Note that this surface must also fulfil the clamping requirements discussed in later sections.
Thermal Grease
For operating conditions below 100°C thermal greases are commonly used as the interface material due to their high thermal conductivity and ability to fill any microscopic roughness at the interface. This type of interface material is often used for cooler modules and the cold side of generator modules to thermally couple them to a heat exchanger. The thermal grease is spread onto the ceramic surface of the modules to reduce the air gap caused by surface roughness, thus increasing surface contact area.
The key to achieving a good thermal joint between the module and heat exchanger is to use as little grease as possible while covering the whole area.
How to apply thermal grease
| Step 1. Clean the surface of debris and grease with isopropanol (IPA) or a similar degreasing/solvent product. Note: it is recommended to wear the appropriate protective clothing and gloves during this process. | 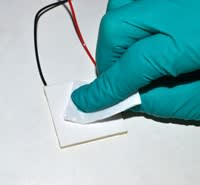 |
| Step 2. Apply a pea-sized amount of thermal grease to the centre of the ceramic surface on the module. |  |
| Step 3. Use a plastic card or blade to spread the grease over the surface of the ceramic, ensuring no areas are uncovered. |  |
| Step 4. Do a final scrape to ensure even coverage and remove as much excess grease as possible. |  |
We recommend the silicone grease with RS part number 1805309 (5.2W/mK) for best performance, but 1805296 (3.5W/mK, more thixotropic forumula phase change material) or 1805306 (1.4W/mK) are lower-cost alternatives. If a non-silicone grease is desired, RS part number 9156118 or 9156105 can be used.
Graphite Sheet
Thermal greases can dry out at higher temperatures especially in systems that require very long lifetimes. In these situations, graphite sheet materials can be used. Their thermal performance is approximately equivalent (<2% difference) to a thermal grease under adequate clamping pressures. Graphite sheets can be easily cut into shape before assembly, and easily removed, for example, if used for test purposes only.
We recommend graphite sheets such as RS product number (794-3979) . Graphite sheets with an added adhesive layer can be used to aid assembly, but note that they can lead to a 5-10% loss in module performance.
Gap Fillers
Gap fillers are often made from silicone and offer moderate thermal conductivities (1-5 W/mK). Their significant advantages lie in the complexity of shapes and patterns that they can be supplied in, including a greater tolerance to height variations; furthermore, they offer moderate protection to systems which are subject to vibrational forces. However, their thermal performance is typically lower than graphite sheets and greases, due to their higher thicknesses. These are therefore not typically recommended unless a thicker bond-line is required, for example, to cope with large tolerances or uneven mating surfaces.
Bonding Methods
With such direct bonding methods as described below, clamping may no longer be required.
Mechanical Bonding
A direct mechanical bonding method can be used to permanently attach the hot side of the module to the heat sink for improved thermal contact and simplification of assembly. However this introduces additional thermal stresses on the module due to thermal expansion mismatches so is not typically recommended, and should only be used with modules <20mm in size.
Thermally Conductive Adhesive
To mount with a thermally conductive adhesive, the steps are similar to the method explained when applying thermal grease. When mounting the hot side, apply a thin layer and mate the face with the heat exchanger. When curing, apply pressure to the joint to minimise the bond line and remove excess adhesive. Cure according to the manufacturer’s guidelines.
Soldering
Modules with exterior metallisation can be mounted using regular methods like thermal grease or gap fillers, but they also enable the user to directly bond the module to the heat exchanger by soldering. A solder must be used which is of a lower melting temperature in comparison to that used within the thermoelectric module. For example, a low temperature solder such as 118C InSn can be used.
Pre-tinning of the heat exchanger and metallisation areas on the module is necessary prior to the final joining stage. When soldering the module to the heat exchanger, ensure a flux is used for optimal bonding and pressure is applied during the soldering process and in the cooling stages to minimise the bond line.
Module Clamping and Assembly
The final stage of implementing a thermoelectric module into your system is the clamping and system assembly stage. It is important to achieve sufficient clamping and maintain thermal isolation for the surrounding components to achieve maximum performance from the device. Failure to clamp a thermoelectric module sufficiently can lead to performance losses of ~20% or more.
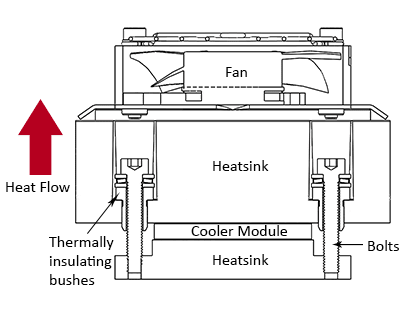
See the diagram below for an example of a thermoelectric cooler system. The thermoelectric module is situated between hot side and cold side heatsinks, in full contact with each. Compression is applied to the module via bolts evenly spaced from the module edge, ensuring all bolts are tightened at the same rate until they reach optimum clamping torque. The bolts are thermally insulated using plastic bushes, preventing thermal contact between the hot and cold side, reducing parasitic losses to the system. This example is used to describe the three important factors in assembling a thermoelectric system: clamping load, even clamping, and reduction of parasitic thermal losses.
How to Clamp the Module
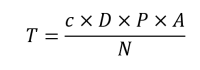
Thermoelectric modules require a clamping load of 0.5-1.2 MPa. To achieve this clamping load in a system, bolts are most commonly used which are tightened to a specific torque. To calculate the torque necessary to achieve the required clamping force, the following formula can be used:
Torque Formula
Where:
| c = Torque Coefficient | D = Nominal Bolt Size (in. or m) |
| P = Compression Pressure (Pa or psi) | A = Total Module Footprint Area (in.2 or m2) |
| N = Number of Screws | T = Torque per Screw (lb-in. or Nm) |
Values for torque coefficient (c) and nominal bolt size (D) will need to be found from the bolt supplier. As an example, steel bolts have an estimated ‘c’ value of 0.2, and a lubricated steel bolt is between 0.16 and 0.17. The nominal bolt size represents the major diameter of the bolt, for example an M5 bolt will have a major diameter of 5.2mm.
Worked Example

For example, considering the system in the example above four M5 bolts are used to clamp a 40mm x 40mm module. The bolts are applied un-lubricated and so their value of ‘c’ can be approximated at 0.2. The nominal bolt size ‘D’ is 5.2mm and we are aiming to achieve 1.2MPa clamping.
Therefore: torque per bolt = 0.50Nm
Belleville washers are recommended to be used in conjunction with the bolts to allow for changes in compression as the system settles and to allow tolerance for thermal stresses in the system when in operation.
Tip: Clamp your system to the required amount and then (if possible) run in steady-state for 60 minutes to allow the interface layers to relax. Check and re-torque the bolts if necessary to ensure sufficient clamping remains for the lifetime of the system in use.
Clamping Sequence
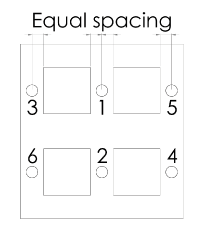
To achieve even clamping and optimal thermal contact, it is recommended that care is taken during the bolt tightening stage to ensure an even load and turning rate is applied to each bolt. A bolt tightening sequence can be used for particular types of bolt patterns as shown in the diagram, opposing bolts are tightened to ensure even clamping is achieved. Tightening in stages can be done by incrementally increasing the torque on each pass i.e. first pass – finger tight, second pass – 25% torque, third pass – 75% torque and 100% torque on final pass. Uneven clamping can cause poor thermal contact and damage to the thermoelectric module.
Finally, to reduce parasitic thermal losses in the system, plastic bolt bushes and insulating gaskets can be used. Plastic bolt bushes thermally isolate the hot and cold heat exchangers to reduce thermal losses along with the clamping bolts. A thermally insulating foam gasket can be applied around the module which is clamped between the hot and cold heat exchangers to further reduce losses in the system.
Multiple Modules
Multiple modules, and/or clamping plates covering large areas can increase the challenges of even clamping pressures on all modules. European Thermodynamics can offer modules with a reduced height tolerance, for example by lapping modules to a pre-set height after production.
About European Thermodynamics
European Thermodynamics are specialists in high-performance thermal management engineering. Our expertise lies in problem definition and design, development and supply of high integrity thermal components and systems. This includes mechanical design, thermal analysis, prototyping, and production.
We have links with most major universities in the UK and invest in research and development so that customers can take advantage of advances in thermoelectric materials, improvements in thermal energy harvesting and the latest manufacturing techniques.
For more information on thermoelectric cooling and power generation visit www.europeanthermodynamics.com or contact us here.
Our brands at RS Components are: Adaptive, Spreadfast and GCS. If you would like to evaluate our off-the-shelf optimised thermoelectric assemblies, see our selection here.
 |
 |
 |
 |
Comments