Application of 3D printing in FSAE Upright Optimization
Follow article
 Dave from DesignSpark
Dave from DesignSpark
How do you feel about this article? Help us to provide better content for you.
Dave from DesignSpark
Thank you! Your feedback has been received.
Dave from DesignSpark
There was a problem submitting your feedback, please try again later.
Dave from DesignSpark
What do you think of this article?
We are suspension engineers of the E-formula Racing Team from the Hong Kong Polytechnic University. This blog records our journey of designing, manufacturing, and inspecting using metal 3D printing technology for our suspension uprights.

Our previous vehicles, 03E (left) and 04E (right)
Contents:
-- What is Upright
-- CAE optimization
-- SLM printing & CNC machining
-- Validation and tests
-- Further improvement
What is Upright?
Suspension upright is the key component connecting the suspension link control arm, tie rod and axle in formula SAE. (J.LI, J.TAN, et al. 2020). It transfers all forces and moments between the wheel and control arms. Weight reduction, as well as performance optimization, is regarded as a key for FSAE suspension optimization in order to reduce weight on structure and improve the energy efficiency of the vehicle.
Traditional manufacturing method:
CNC is the traditional way of upright manufacture. The advantage is that it provides satisfactory strength, a relatively low cost. On the other hand, it has some limitations for further FEA optimization on the shape of the parts (curves are hard to manufacture).
Our previous upright designs were mainly based on CNC machining methods, and the below image shows the original upright design for the 04E. As shown in the image, both components had undergone a lot of weight-reducing processes. However, due to the limitations of CNC machining, weight reduction can only be done here.

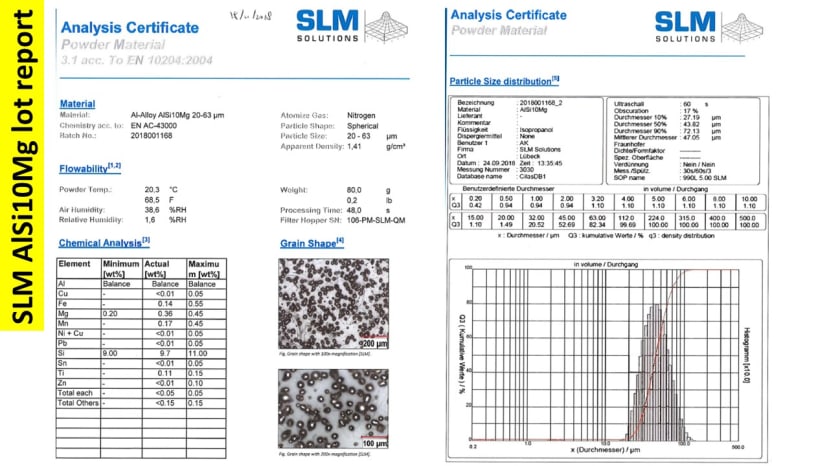
Therefore, we decided to try metal 3D printing to improve our design. The following form shows the machine and material we used.
3D Printing:

Technical details of the machine and material:

CAE optimization
Before optimization
In order to obtain the load needed in the CAE, the suspension geometry was simulated in braking and acceleration scenarios first. Then, we will use the loads in the scenarios with the highest g force.

Software: Solidthinking inspire (link)

Preparation of optimization
We enlarged the original design in Solidworks to provide a larger volume for the later topology optimization.

Optimization
The topology was executed in Solidthinking Inspire so the model was imported from Solidworks to Inspire. To run the topology. we applied the connection and defined constraints and loads to the enlarged model.

We ran the topology optimization and obtain the result from the optimization.

Further adjustment from the optimization
We smoothed the surface of the topology result to obtain the printable structure.

We analyzed the smoothed structure to validate whether the structure can stain the load. Additionally, the thickness was further reduced in the region with sufficient strength.


Finally, the optimized upright had lightweight, sufficient strength, and minor deformation.


PBF Printing & Post-processing
Power bed fusion (PBF) is applied for the printing of the upright, while Selective laser melting is applied for the additive manufacture of the upright.
Pre-processing

After freezing the CAD model after simulation, the part’s orientation, support and slicing parameters can be generated. Judging by the weight of the model and the heat dissipation, the support diameter, and density can be generated. As the major force on the upright is from the A-arm of the suspension linkage, the layers are built in the direction shown in the picture above to increase their strength in one direction. This orientation setting can also be beneficial to minimize the material loss during support removal while keeping the strength of the support. At the same time, to balance the cost and manufacturing accuracy, with the help of Magics, slicing is done with an integrated STL editor for manipulation of STL parts for directly transforming the part into a readable format for the SLM printer.
Processing
After slicing, the path is generated, which is reflected on the exposure strategies, path offset and laser path on the powder bed surface. Proper exposure strategies can be beneficial for the heat input distribution. With this, a strong binding between particles can be established while preventing possible material shrinkage caused by overheating in some particular layers.

Powder bed fusion is executed after the pre-processing of the printing parameters. With the preset parameters, the volume energy can be calculated with the following formula.

h: hatch spacing
vscan: Exposure velocity
tpowder: Powder diameter
Based on this, the process window can be calculated to prevent a lack of fusion, balling or keyhole formation which may harm its quality, as shown in the picture below.

Before the start of the printing process, preheating is done to lower the temperature gradients by heating the building platform between 80 and 1000 ℃. control the heat balance to reduce residue stresses and avoid crack formation.
After all these settings, the PBF printing process can be executed with the SLM printer. During the process, although pulsed exposure strategies may lower the consumption of powder with higher resolution, continuous strategies are still adopted due to their low cost and short production cycle, at the same time, relatively higher strength when high load is applied.
After 24h of printing, to turn a rough printed piece of aluminium into a car component, post-processing is done with the flow shown in the flow chart.
Post-processing

As for PBF process, the part is buried in the metal powders. By vibration, rotation and usage of a fan (AlSi10Mg powder is relatively easy to be removed from the surface), the part is separated from the metal powders without any damage. As the diameter of the particles are so small that they might be inhaled by human, a proper safety measurement like a gas mask is necessary to ensure the health of the operator and other people nearby.


After removing the powders on the surface, the part is removed from the printing surface in a mechanical way and goes through heat treatment. Heat treatment, which is stress-relief hardening in the manufacture of uprights, can reduce the residue stress by applying 535℃ temperature on the surface to increase ductility. The temperature is held for 1h for the part to reach homogeneous temperature.

Because the upright is fitted into the hub of the car for assembly, CNC machining is done to smooth the surface for fitting. This step also makes sure the diameter of the hole in the middle of the upright is appropriate, which may cause safety concerns for the car.

After CNC machining, the hub is successfully pressed into the upright using hydraulic. The upright and the bearing on the hub have an interference fit. The tolerance of the 3D printed part satisfies is within the safety range.

Validation and tests
After completing the manufacturing and processing, we came the exciting test session.
Fitting test:


On-ground test: Pushing:

Non-destructive testing:

After spraying the high sensitive immersion fluorescence hydrophilic emulsifier on the part and exposing it to UV light, it could detect surface pitting and hair cracks. As shown in the images below, the cracks showed up and can be marked.

Further improvement
Existing problem
There are several cracks on the printed upright, which may result in the printed upright having less strength than the design strength. We thought the cracks is caused by insufficient support.
Supports can transmit heat to the platform to prevent overheating. The overheated liquified powder may flow to an unwanted region and cause curling. Additionally, the supports can also hold the part in position, which also prevents curling. In our printed upright, there are insufficient supports so they cannot prevent overheating and location shift properly. Finally, the cracks are encountered due to the curling.

Possible solution
In the future, we will also simulate the support to ensure that we have sufficient supports to prevent curling and avoid excess supports, which will be difficult to be removed.

Software from Materialise
Additionally, we will try to have better temperature control to avoid overheating
Other improvements
In the future, we will try to use Ti alloy which will have higher strength but still maintain lightweight. The smaller powder diameter will be used in the future to have a smaller step effect and have finer structure.
The 3D print upright gives us the possibility to assemble hub motors on the upright at the same time the wheel weight will not be extremely high.

The upright design for hub motors from TU Munich
----------------------------------------------------------------------------------------------------------------------------------------------------------------------------

PolyU E-formula Racing Team
First student e-formula racing team in Hong Kong
About authors
Valen Qiu, Sam Yao, Tom Zeng
Suspension engineers of the PolyU E-formula Racing Team