Thermal Management on Vishay SMD Thick Film Resistors (DTO25, D2TO20, D2TO35)
Follow article
 Dave from DesignSpark
Dave from DesignSpark
How do you feel about this article? Help us to provide better content for you.
Dave from DesignSpark
Thank you! Your feedback has been received.
Dave from DesignSpark
There was a problem submitting your feedback, please try again later.
Dave from DesignSpark
What do you think of this article?
By Elyes Guezguez
Vishay has completed its range of resistors using the thick film technology. After the well-known resistors RTO, LTO (TO-220 packages) for application with mounting on heatsink, three new surface mounted devices SMD resistors are now available with the same technology:
• D2TO20 (TO-263 / D2PAK package)
• D2TO35 (TO-263 / D2PAK package)
• DTO25 (TO-252 / DPAK package)
The first one model can dissipate 20 W with 25 ˚C case temperature. D2TO35 using the same packaging, is an improved version of D2TO20 that can dissipate till 35 W with 25 ˚C case temperature. Recently, another version was developed according the smaller TO-252 (DPAK) packaging. This new version can dissipate 25 W at 25 ˚C for the case temperature. These three resistors offer a wide range of ohmic value, from 0.01 to 550 k according the model of D2TO and from 0.016 to 700 k for DTO.
1. INTRODUCTION
To achieve a high reliability level and performance of the resistors, the board must be designed taking into account the thermal consideration for each component. Each electronic component has a limitation about temperature of the die or the resistive element. This maximum temperature can be 150 ˚C or 175 ˚C, according the model.
Moreover, it is necessary to have a minimum distance between the different components used on a board. To realize a good design of the board, it is necessary to realize some evaluations and to know the thermal environment of the component. This document was written to help the designers during the conception of their board giving us some information about the thermal dissipation for SMD components in order to use the resistor with optimum parameters. Evaluations of the maximum power for the three resistors, D2TO20, D2TO35, and DTO25 were realized in our laboratory, soldered on different boards using standard parameters in electronic applications.
2. PRESENTATION OF THE MEASUREMENT
Measurements are realized with a thermal IR camera. The component is soldered on different boards using a lead-free alloy Sn/Ag. The composition of each raw material used in these resistors was adapted to be secure with the temperature of soldering. The customer is totally secure to use lead (Pb)-free alloy for the soldering of the component on the board with the standard temperature of 240 ˚C to 270 ˚C in accordance with the RoHS directive limiting the use of the lead (Pb).
Main of our competitors are not able to propose resistors with this configuration and require to not exceed 220 ˚C on the case, so require to use Sn/Pb alloy. If this recommendation is not considered, the reliability of the component should decrease (dissipation, dielectric strength) due to some deteriorations of the internal soldering.
Once the resistor is soldered, the board is positioned vertically in front of the thermal IR camera. The ambient temperature during the test is 25 ˚C.The voltage / power is applied on the component till reaching the maximum working temperature. After stabilization to the maximum temperature, the power is determined.
The maximum working temperatures are listed according the different models of resistor:
|
RESISTOR |
MAX. WORKING TEMPERATURE OF THE RESISTIVE ELEMENT |
THERMAL RESISTIVITY (RESISTIVE ELEMENT TO CASE): RTH (j - a) |
|
D2TO20 |
155 ˚C |
6.5 ˚ C/W |
|
D2TO35 |
175 |
4.28 ˚C/W |
|
DTO25 |
150 ˚C |
5 ˚C/W |
The thermal resistivity is calculated using the formula:

RTH (j - c) + RTH (c - h) + RTH (h - a) are the thermal resistances of the component, the soldering layer and of the board.T is the difference between the maximum working temperature and the room temperature (25 ˚C during the test).

We can easily realize a comparison between the famous “Ohm’s Law” and the heat dissipation.
In this comparison, the temperature can be replaced by the voltage, the thermal resistivity can be replaced by the resistance and the power by the current. We use this model to calculate the power or to calculate the different temperatures.
In order to help you, we have measured the power applied for each different configurations “Device / PC Board”. Most of the PC board used FR4 and this material is limited by a maximum temperature due to its glass transition temperature (Tg): 130 ˚C. Typically 20 ˚C is the safety margin that the designers used for their application.
3. THERMAL LIMITATION OF THE PC BOARD
The PC board cannot be used with a temperature higher than the glass transition temperature Tg. Higher than Tg, the
characteristics of the board are deteriorated in particular for the thermal conductivity. For FR4, this temperature is typically 125 ˚C to 135 ˚C. Engineers use often 20 ˚C for a safety margin. So, we have two different limitations: The maximum working temperature of the resistor (from 150 ˚C to 175 ˚C depending on the model) and the maximum working temperature of the board (110 ˚C). The first limitation in most applications, is the temperature of the board.
We can use different materials for the PC board with the following glass transition temperature (Tg):
|
MATERIAL |
Tg |
|
FR2 |
105˚C |
|
FR4 |
125 ˚C to 135 ˚C |
|
FR4 HTG / FR5 |
170 ˚C to 180 ˚C |
|
Polyimide |
260 ˚C |
FR4 is standard for the electronic boards because it is less expensive, but more and more engineers use FR4 HTG / FR5 or IMS (Insulated Metal Substrate). These new materials have a more important thermal conductivity and a more important Tg (necessary due to the new lead (Pb)-free soldering process with higher temperature of soldering).
Insulated metal substrate (IMS) consists of an aluminum metal baseplate covered by a thin layer of dielectric (usually an epoxy-based layer) and a layer of copper. Due to its structure, the IMS is a single-sided substrate, it can only accommodate components on the copper side. In most applications, the baseplate is attached to a heatsink to provide cooling, usually using thermal grease and screws. Some IMS substrates are available with a copper baseplate for better thermal performances.
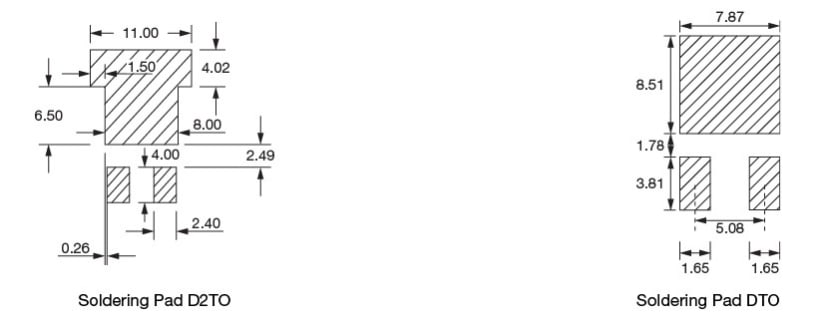
4. PRESENTATION OF THE SOLDERING PAD FOR D2TO AND DTO
We recommend the minimum footprints for the solderable contact area:
5. RESULTS OF THE MEASUREMENTS
|
Resistor |
PC Board |
DIM. OF PC BOARD (mm) |
THICKNESS OF COPPER LAYER (μm) |
SINGLE/DOUBLE SIDED COPPER BOARD |
SOLDER PAD SURFACE (inch2) |
TEMP. OF RESISTIVE ELEMENT (ÆC) |
POWER APPLIED (W) |
|
DTO25 |
FR4 |
33 x 30 x 1.6 |
35 |
Single |
0.2 |
150 |
2 |
|
Double |
2 x 0.5 |
2.6 |
|||||
|
70 |
Single |
0.2 |
2.2 |
||||
|
Double |
2 x 0.5 |
2.8 |
|||||
|
FR4 HTG |
39 x 30 x 1.6 |
Double |
- |
3.2 |
|||
|
D2TO20 |
FR4 HTG |
39 x 30 x 1.6 |
70 |
Double |
- |
155 |
3.1 |
|
D2TO35 |
175 |
3.5 |
6. HOW TO INCREASE THE DISSIPATION ON A PC BOARD?
The PC board are not very efficient for the heat dissipation: The thermal resistivity can be typically 20 ˚C/W to 100 ˚C/W. For this reason, the board is often the limiting element for the dissipation of the component on the board.
For the example of a thermal resistivity for the board of 35 ˚C/W and if we use a limitation of 110 ˚C with a standard FR4, the power that can be used on the board is:
• P = (TFR4 - Tamb)/RTH
• P = (110 - 25)/35
• P = 2.42 W
If we apply 2.42 W on DTO25, we know that the thermal resistivity of this resistor is 5 ˚C/W, for TFR4 = 110 ˚C on the board, we can calculate the temperature of the resistive element:
• TRes. - TFR4 = P x RTH = 2.42 x 5 = 12.1
• TRes. = 12.1 + 110
• TRes. = 122.1 ˚C
The working temperature of the resistor will be 122.1 ˚C instead of 150 ˚C possible for this type of component.
Since the application of the European Directive “RoHS” in June 2011 for the restriction of the use of certain hazardous
substances like lead, another type of PC board “FR” is more and more used: FR4 HTG or FR5. The Tg of both materials is between 170 ˚C to 180 ˚C, so the limitation is now on the resistive element and not on the PC board: For example, D2TO35 can be used with the maximum working temperature (175 ˚C on the resistive element).
To increase the power dissipation on the PC board, many parameters can be changed:
• The dimensions of the PC board are obviously an important parameter for the dissipation.
• Some materials have a more important capacity to dissipate the heat: Thermal resistivity of IMS (Insulated Metal
Substrate) can decrease to 10 ˚C/W. This type of board is typically the superposition of a copper layer (70 μm typically), of a dielectric layer (150 μm) and an aluminum layer (1.5 mm). This material can be used with a more important working temperature than FR4. With this material the limitation for the power will be the resistor and not the board.
• Designers can also increase the surface of copper used for the soldering pad (for the case or for the leads), due to the
good thermal conductivity of this material.
• The thickness of the copper layer is also important.
• Some special heatsink for SMD can be glued on the component or near the component on the board. With this solution, you can multiply the power by 3.
• Thermal vias are pads with plated holes using copper that carry heat away from power resistor to the other side of the board using also a copper layer. Thermal vias are only possible with double sided copper board. The holes are made conductive typically using copper by electroplating.It is recommended to use thermal vias as close as possible to the device. These vias can be used directly on the solder pad
below the device to improve the dissipation.
• The position of the board (vertical or horizontal) is also a parameter that can impact on the dissipation.
• The quality of the soldering layer between device and board is also important. Voids in this layer are not good for the thermal dissipation. The parameters used for the soldering process, temperature, preheating time, …, are to be tested to achieve the best dissipation.
7. SOME RECOMMENDATIONS ABOUT THE SOLDERING OF THE SMD COMPONENTS ON THE PC BOARD
The main advantage of the SMD range resistors produced by Vishay is the possibility to use soldering temperature of 270 ˚C, contrary to most of our competitors. The customer can solder the D2TO / DTO resistors using SnPb process (typically 210 ˚C to 230 ˚C) or using RoHS process with SnAg and (typically 250 ˚C to 270 ˚C).
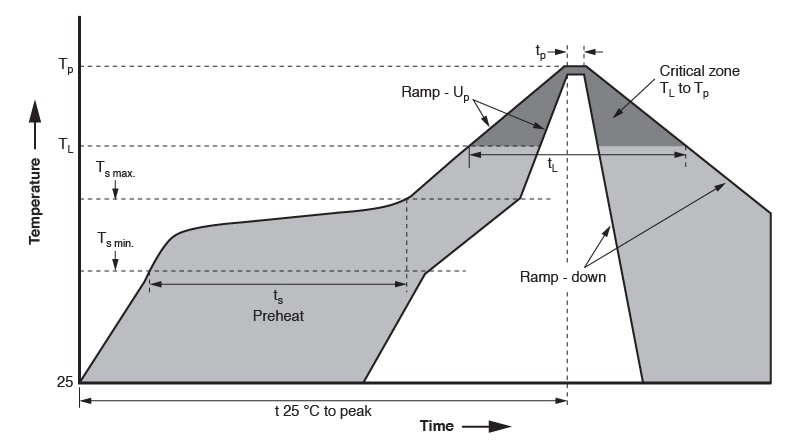
We recommend by the way to use the thermal profile indicated in the JEDEC® norm J-STD-020C in order to obtain the most reliable solder possible.
|
PROFILE FEATURE |
SnPb EUTECTIC ASSEMBLY |
LEAD (Pb)-FREE ASSEMBLY |
|
Average Ramp - Up rate (Ts max. to Tp) |
3 °C/s max. |
3 °C/s max. |
|
Preheat - Temperature min. (Ts min.) - Temperature max. (Ts max.) - Time (ts min. to ts max.) |
100 °C 150 °C 60 s to 120 s |
150 °C 200 °C 60 s to 180 s |
|
Time maintained above: - Temperature (TL) - Time (tL) |
183 °C 60 s to 150 s |
217 °C 60 s to 150 s |
|
Peak/classification temperature (Tp) |
220 °C |
250 °C |
|
Time within 5 ˚C of actual peak temperature (tp) |
10 s to 30 s |
20 s to 40 s |
|
Ramp - down rate |
6 °C/s max. |
6 °C/s max. |
|
Time 25 °C to peak temperature |
6 min max. |
6 min max. |
Note
• All temperatures refer to topside of the package, measured on the package body surface
Reminder: Maximum temperature during soldering process of the resistor: 270 ˚C on the resistor.
7. MOISTURE SENSITIVITY LEVEL
Moisture Sensitivity Level (MSL) related to the packaging and handling precautions. During the storage of the device, humidity can be absorbed inside the molding element. Devices are more and more smaller. These smaller devices can be damaged during reflow when moisture trapped inside the component expands. This internal package stress can create some cracks or delaminations in the device. This is known as the “popcorn” effect. Most of this damage is not visible on the component surface.
In extreme cases, cracks will extend to the component surface.
IPC/JEDEC has defined a standard classification of moisture sensitivity levels (MSL). MSL are expressed in numbers, with the MSL number increasing with the vulnerability of the package to popcorn cracking. Thus, MSL1 correspond to packages that are immune to popcorn cracking regardless of exposure to moisture, while MSL5 and MSL6 devices are most prone to moisture-induced fracture.
Table 1 below presents the MSL definitions per IPC/JEDEC’s J-STD-20.
|
LEVEL |
FLOOR LIFE |
SOAK REQUIREMENTS |
||||
|
Standard |
Accelerated |
|||||
|
Time |
Cond ˚C/% RH |
Time (h) |
Cond ˚C/% RH |
Time (h) |
Cond ˚C/% RH |
|
|
1 |
Unlimited |
≤ 30/85 % |
168 + 5/- 0 |
85/85 |
n/a |
n/a |
|
2 |
1 year |
≤ 30/60 % |
168 + 5/- 0 |
85/60 |
n/a |
n/a |
|
2a |
4 weeks |
≤ 30/60 % |
696 + 5/- 0 |
30/60 |
120 + 1/- 0 |
60/60 |
|
3 |
168 h |
≤ 30/60 % |
192 + 5/- 0 |
30/60 |
40+ 1/- 0 |
60/60 |
|
4 |
72 h |
≤ 30/60 % |
96 + 2/- 0 |
30/60 |
20 + 0.5/- 0 |
60/60 |
|
5 |
48 h |
≤ 30/60 % |
72 + 2/- 0 |
30/60 |
15 + 0.5/- 0 |
60/60 |
|
5a |
24 h |
≤ 30/60 % |
48 + 2/- 0 |
30/60 |
10 + 0.5/- 0 |
60/60 |
|
6 |
Tol. |
≤ 30/60 % |
Tol. |
30/60 |
n/a |
60/60 |
After this storage, devices are reflowed three times and finally observed by X-ray analysis to check some cracks or delamination appearance.
For D2TO20, D2TO35, and DTO25: no drift, no crack, no delamination with the most severe conditions: MSL = 1.