Solving basic transportation tasks
Follow article
 Dave from DesignSpark
Dave from DesignSpark
How do you feel about this article? Help us to provide better content for you.
Dave from DesignSpark
Thank you! Your feedback has been received.
Dave from DesignSpark
There was a problem submitting your feedback, please try again later.
Dave from DesignSpark
What do you think of this article?

Easy transportation of solid matter with level monitoring with SINAMICS G120 drives.
Controlling conveyor systems is an essential component of many automation tasks. A number of conveyor tasks can be solved with SINAMICS drives. In this application example, the level of a storage silo is to be monitored. If necessary, the level is to be increased with the help of a conveyor belt or a screw conveyor.
Efficient, simple and time-saving
Your benefits when you use this application example.

Control your entire conveyor system with only one single automation component.

The level of a storage silo is automatically kept at the desired level.

You can set various speeds with the Basic Operator Panel (BOP) integrated into the SINAMICS drive.
Possible uses
You can use this application example for a large variety of conveyor tasks.
Some examples for the possible uses:
- Fuel tank
- Fodder silos
- Chip silos
How does it work?
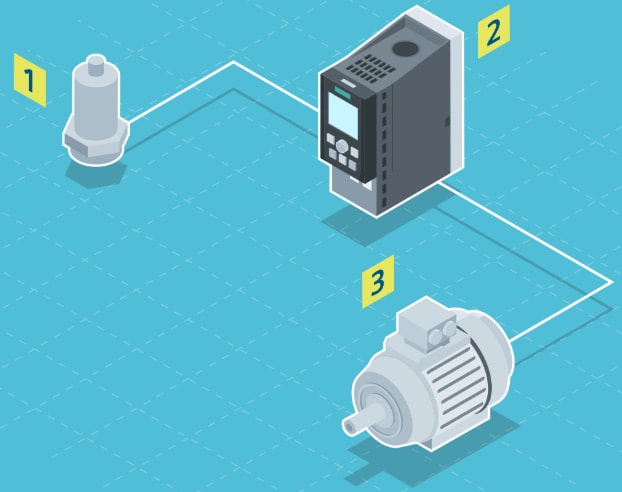
A SINAMICS frequency converter is switched on and off via its digital inputs. An ultrasonic sensor is used as a signal transmitter for activating the frequency converter; the sensor is used to monitor the level of a storage silo. The frequency converter controls a conveyor belt that increases the level of the silo when necessary.

Required components
You need the following components to implement the application example.
| Article | Qty | Article number | Note |
| SINAMICS G120C | 1 | 6AG1067-1AA25-0AA0 | Choose electrical power depending on your application |
| SINAMICS G120 Basic Operator Panel (BOP-2) | 1 | 6SL3255-0AA00-4CA1 (744-9626) |
|
| Conveyor belt with asynchronous motor | 1 | 1LA7060-4AB10-Z | Alternative: Or any other asynchronous motor |
| Ultrasonic sensor | 1 | Sensor for level monitoring with NO contact |