Showcasing RS Pro Industrial Sensors at Electronica 2022
Follow article
 Dave from DesignSpark
Dave from DesignSpark
How do you feel about this article? Help us to provide better content for you.
Dave from DesignSpark
Thank you! Your feedback has been received.
Dave from DesignSpark
There was a problem submitting your feedback, please try again later.
Dave from DesignSpark
What do you think of this article?
Building a conveyor sorter for Electronica 2022 to demonstrate a selection of RS Pro industrial sensors.
Introduction
With Electronica 2022 just around the corner, RS Pro approached us to ask if we could build a demonstrator that exhibits a number of their industrial sensors.
The Idea
The brief provided was that there would be a miniature conveyor belt, with different types of industrial sensors, selected such that they are triggered by different materials which are then subsequently ejected from the conveyor.
Two capacitive (184-5611) and inductive (206-6160) sensors were picked so that tests could be performed to see if we were able to differentiate between materials; it is fairly obvious that an inductive sensor will only detect metal, but we wanted to find out if the capacitive sensors could differentiate between wood and plastic.
A simple test setup consisting of a section of 20x20 profile aluminium extrusion with the capacitive sensors taped on top and a ruler placed next to it, confirmed that the sensors could in fact be used to differentiate between plastic and wood. The chosen device also featured adjustable sensitivity, which is ideal for our use case as we can make adjustments in situ, in order to be able to discriminate between materials.
With the capacitive sensor chosen, we moved on to selecting a photosensor (202-4450) that again featured adjustable sensitivity, and also didn’t rely on a retroreflector, since this would be an issue in our application, as we wanted to detect items passing beneath on a conveyor belt.
After all three sensors were selected, we began picking out other components to complete the design.
Component Selection
Some time was spent thinking about the best method of ejecting items from the conveyor belt. Initially, we considered using solenoids that would pull on some form of lever mechanism to increase the travel distance to the full 60mm conveyor width, but decided that would be too complicated due to the plethora of moving parts involved. Concerns were also raised about the amount of force that a solenoid would be able to exert, as the conveyor belt is made from a material that presents high friction.
Another option we briefly explored was using DC servo motors with a linkage, but again this presents similar problems to using solenoids due to the complexity, short travel and potential lack of force.
We initially ruled out using small pneumatic cylinders, until we realised that small DC-powered diaphragm pumps are available that can generate up to around 30PSI (approximately 2 bar). Small cylinders are available that have fairly high aspect ratios (such as 8mm piston diameter with a 60mm stroke) and a quick calculation gave us confidence that there would be enough force available to eject items.
Three cylinders from SMC Pneumatics (890-3247) were selected, that feature a 10mm bore with a 60mm stroke, and running at 30psi can exert around 1.6kgf on the rod end. These are also relatively compact at only 134mm in length total (including the protruding rod end) and feature a threaded boss suitable for panel mounting.
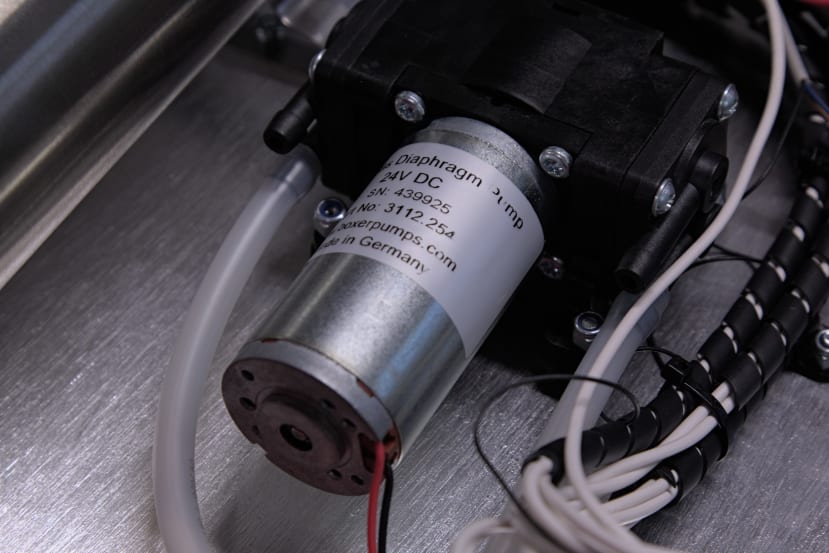
A pump from Boxer Pumps in Germany was selected that uses a 24Vdc brushed motor to drive a double-head diaphragm pump. This was picked as it had a suitably high flow rate and a maximum pressure of two bar, which is above the minimum operation pressure of our selected solenoid valves.
Three RS Pro solenoid valves (235-1281) were selected for their compact size and low minimum operating pressure of 1.5 bar (~22 psi), although in practice we found they would operate down to around 0.7 bar (~10 psi).
Solenoid valves generally have a minimum operating pressure due to the internal mechanism, where the solenoid coil moves a small pilot valve that then relies on the supply air pressure to exert enough force to actuate the main valve.

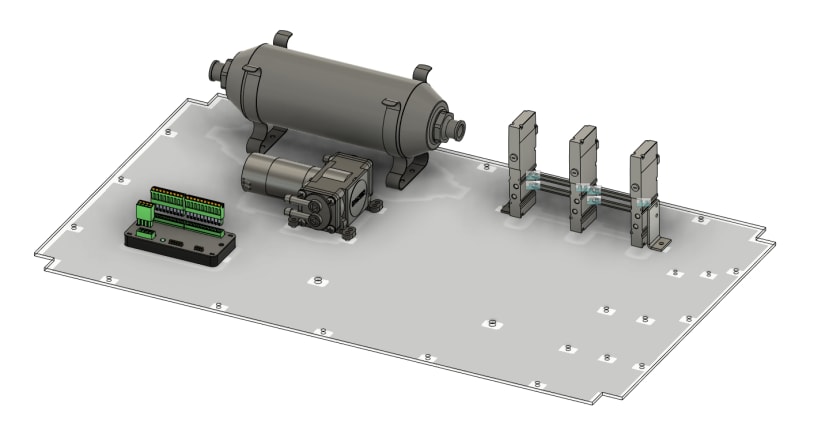
To buffer the pump output and stop it from running continuously, an air reservoir from Festo (125-9905) was added to the design. This tank is capable of holding 0.75L of compressed air at up to 16 bar. We settled on this size, rather than a larger or smaller reservoir, based on the air consumption that we calculated per stroke of a cylinder.

Speed regulators from SMC (197-5292) were fitted to the solenoid valves to control the extension speed of the cylinders to help dial in the timing.

A pressure sensor (700-7566) again from SMC, was fitted that allows for monitoring of the air reservoir pressure to control the pump. The sensor has an output voltage range of one to five volts, which corresponds to a pressure range of zero to ten bar.
To orchestrate the demonstrator a small programmable logic controller (PLC) from Barth (885-0897) was chosen. This features ten inputs — of which a handful are digital, the rest are analogue — and nine outputs, plus a CAN bus interface for further expansion. Barth provides a graphical block-based programming suite called miCon-L free-of-charge, that allows for the creation of complex automation programs.
Other parts necessary to build the demonstrator were also selected, including aluminium extrusion and accessories, miscellaneous pneumatic hose fittings, push buttons and contact blocks, relays and other items.
The Design
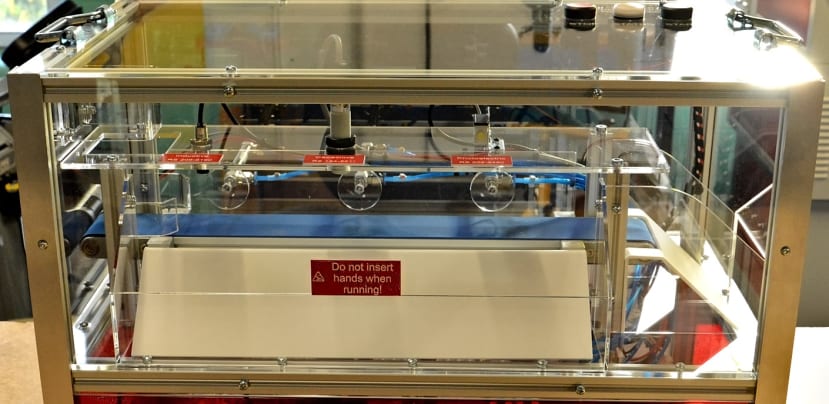
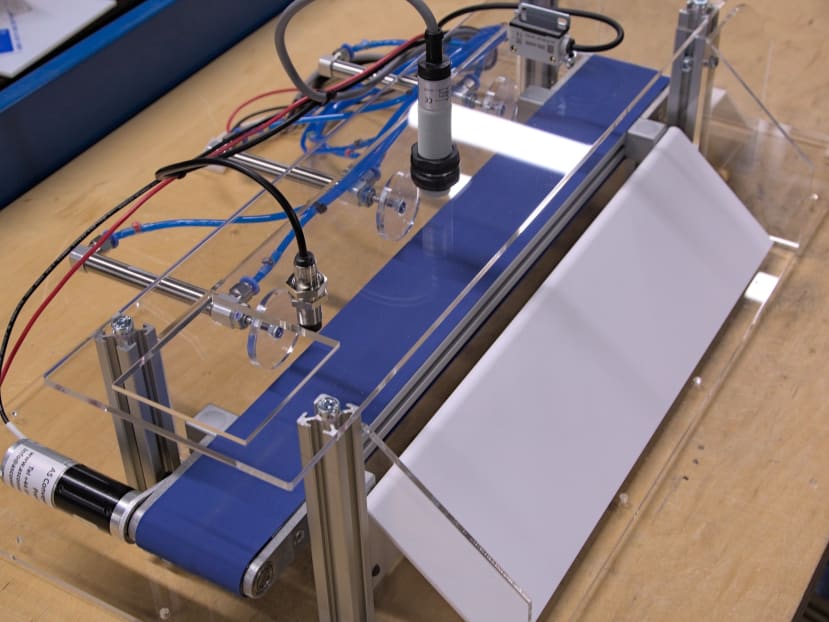
As the demonstrator needed to be quite large to contain all the components, and also moderately complex, we settled on a split-level design that holds all the controls on the bottom section and the conveyor, sensors and pneumatics on the upper level.
Most of the parts we had chosen had CAD models available, which greatly simplified the design process. For parts that did not, careful measurements were taken with callipers and then copied into the 3D model to get things such as mounting hole locations.
As the solenoid valves are designed to be primarily mounted into a valve manifold, mounting holes were only provided in the slightly inconvenient location of the sides, rather than a flange mount on the base. To work around this, we fastened the valves together using long threaded stand-offs and then two custom-made aluminium brackets to act as feet.
Other components were screwed directly through the base plate with nyloc nuts used for retention, so as to avoid any vibration-related issues. The pump itself was mounted on four small anti-vibration mounts (189-3290) to help reduce vibration.
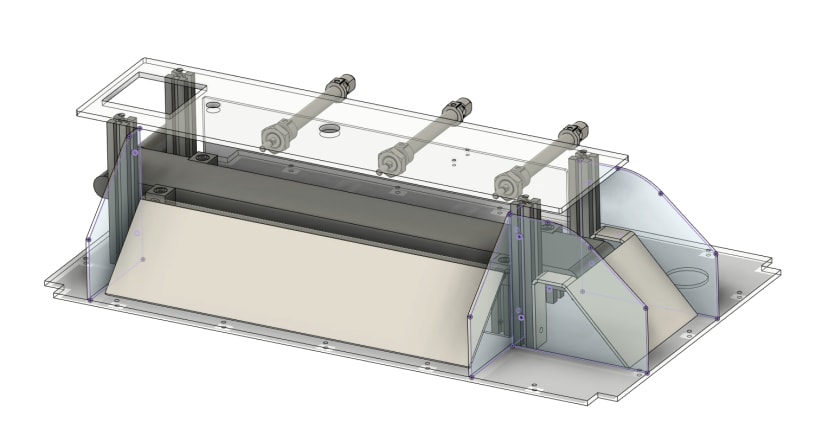
The upper section consists of the pre-made conveyor belt affixed to small aluminium extrusion feet, flanked by the pneumatic cylinders to the rear and the sensor plate above. A chute was designed to sit on the front to direct ejected items out of the enclosure, and also at the end to direct any items that did not get detected.
Assembling the Demonstrator
With all the necessary parts modelled and assembled together, we could move on to physical assembly.
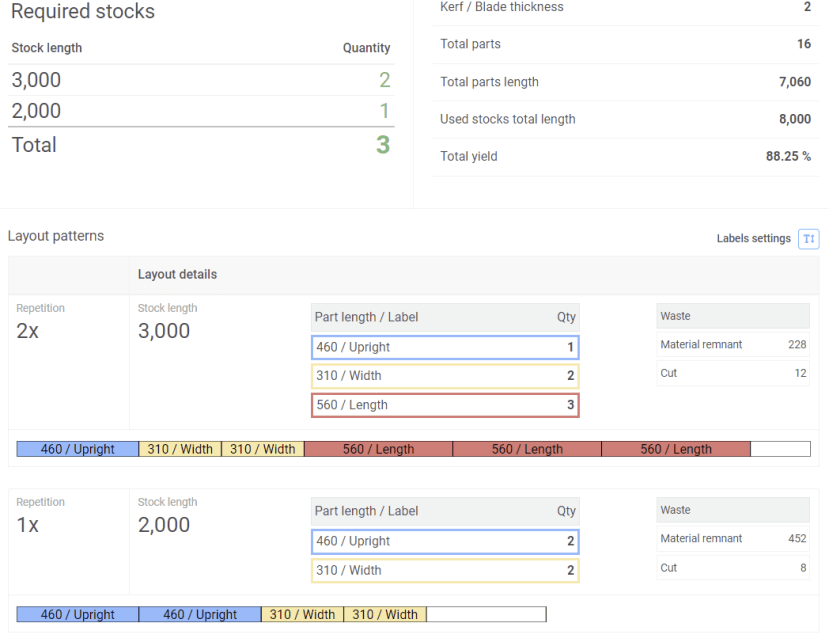
The first step was to cut the extrusion to length, and we used an online cutting calculator to find the optimal layout based on the sections we needed and what we had.
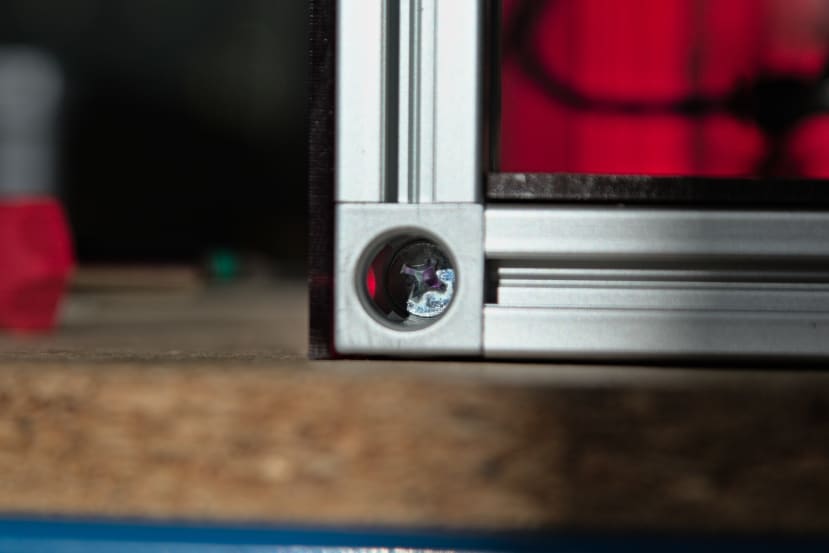
The eight corners of the frame were held together with connecting cubes (052-3253) that are supplied in a kit consisting of the cube itself, three plastic decorative plugs and three self-tapping screws. As the demonstrator will eventually be transported to Electronica, all the screwed fixings were secured using a threadlock and marked with a purple dot.
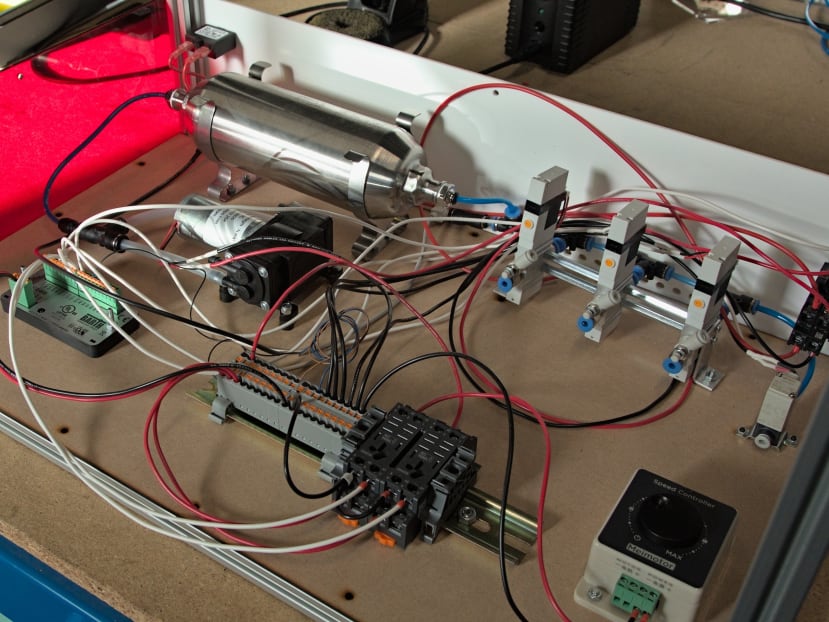
We prototyped lots of the parts using 3mm MDF at first, to reduce cost and save on acrylic wastage. As the base plate was sent off for laser cutting out of aluminium we began to wire components together on the MDF prototype, which were later moved across to the actual plate.
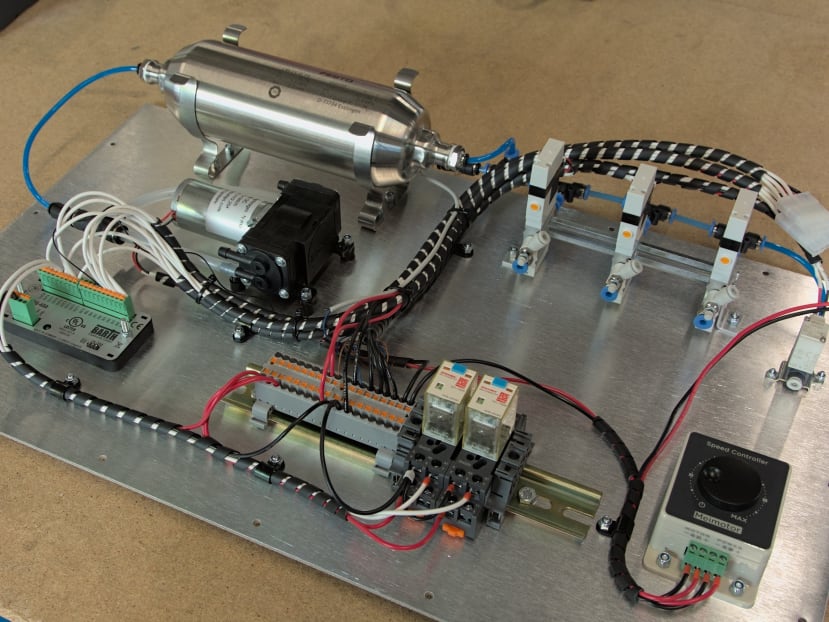
During the transfer of all the wired components, P-clips and spiral wrap were added to group and organise wires. Given the sheer volume of cabling present, we opted to group wires by function, such as all the valve controls, wiring from the rear panel and wiring heading off to the two relays.
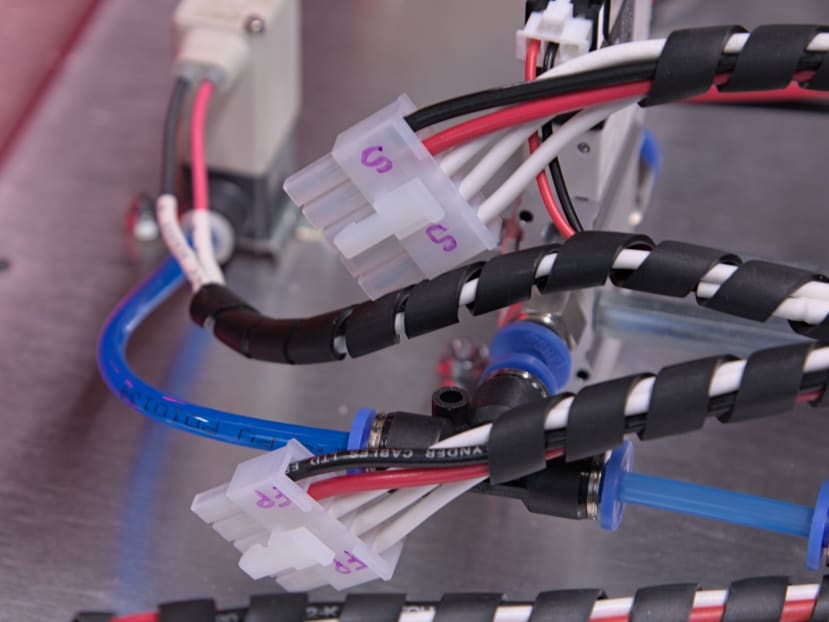
Molex Mini Fit Jr connectors were utilised to allow for disconnection of the upper plate. These were again split into a number of groups corresponding to the front panel controls (two buttons and a signal lamp) and the sensor wiring.
Assembly of the upper section could commence which we started by assembling the conveyor belt onto the sections of aluminium extrusion “feet”. This was then screwed (not forgetting the thread lock!) to the middle acrylic plate.
The front chute was then cut, carefully folded and screwed into place. We opted to make this out of “moonlight white” acrylic to avoid scratches showing as easily compared with a clear panel.
Aluminium extrusion was then screwed into place; the sensor mounting bracket and pneumatic cylinder mounting plate then fastened to the extrusion. This completed most of the large mechanical assembly of the upper deck.
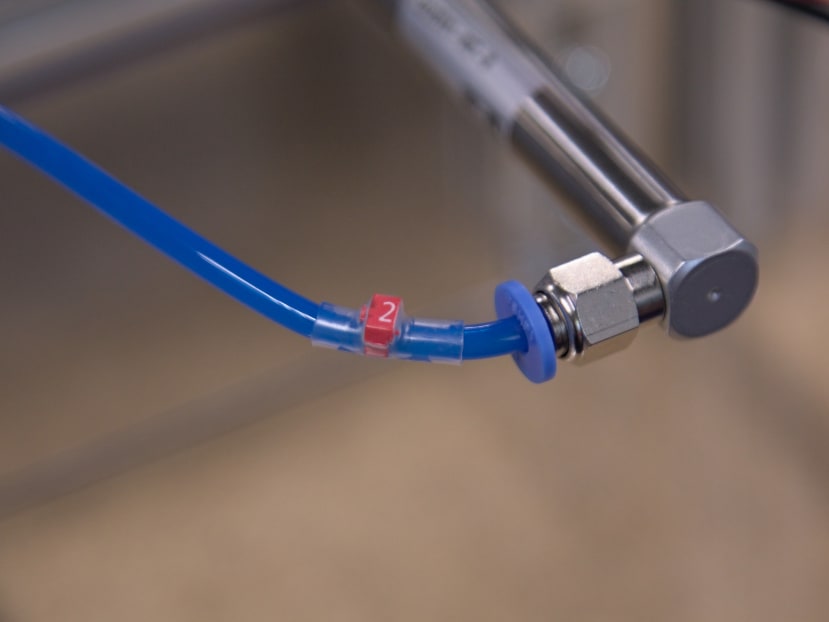
Pneumatic hose was then connected to each cylinder and trimmed to the correct length. To be able to identify the hoses in a sea of blue, each one received a small tag held in place by a piece of heat-shrink tubing.
At this point we temporarily connected everything together to develop the PLC program that would regulate the pressure in the reservoir, vent pressure before starting the pump (otherwise the pump would stall and draw three amps whilst getting hot), handle enabling the system and controlling the cylinder valves appropriately.
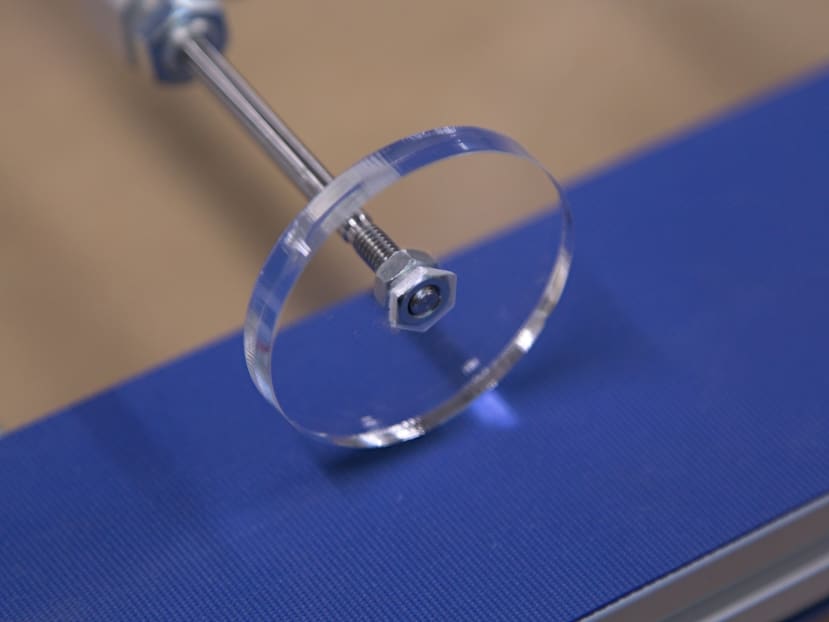
During testing we quickly discovered that just relying on the cylinder rod to push items off the conveyor would not work — it often led to items being jammed against the top of the front chute which risked breaking the cylinder mounting plate.
To work around this we cut three discs out of five-millimetre-thick acrylic that utilised a deep etch to hold a nut captive in the centre.
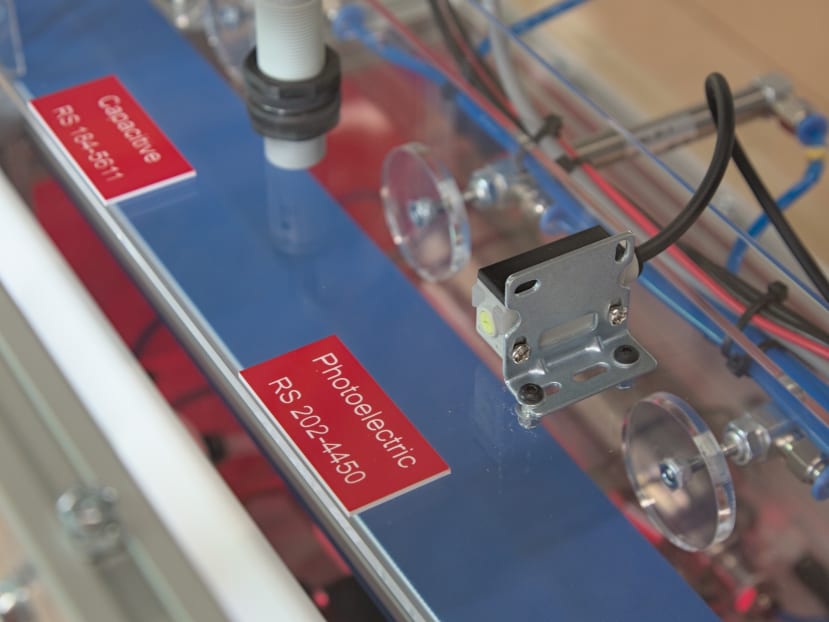
Three small labels were laser cut that display the sensor type and RS part number and stuck onto the mounting plate.
With all the systems tested and thread locked together, we moved on to the final assembly. This consisted of installing the base plate first, the middle aluminium extrusion pieces that support the middle plate, the middle plate itself, plugging the connectors in and then finally installing the top plate. All the side covers were then screwed into place, and everything checked for functionality one last time.
Demo Video
To Finish
In this article, we’ve taken a look at a variety of industrial sensors offered by RS Pro and tested them for their ability to distinguish between different materials. A demonstrator was then built that utilised a small conveyor belt and pneumatics to sort blocks of materials moving underneath the sensors.