Robotic Lawn Aerator - Part 3
Follow article Dave from DesignSpark
Dave from DesignSpark
How do you feel about this article? Help us to provide better content for you.
Dave from DesignSpark
Thank you! Your feedback has been received.
Dave from DesignSpark
There was a problem submitting your feedback, please try again later.
Dave from DesignSpark
What do you think of this article?
Introduction
As mentioned in Part 2, the team decided to focus on the development of the drilling system in light of the reopening of the workshop. The team successfully carried out aeration test on different soils along with the rock detection system using current monitoring. On the other hand, the full assembly of the propulsion system was infeasible due to time constraints but alternative tests were carried out to test on its autonomous feature and manual control. This final article will primarily cover the process of manufacturing and testing the drilling system as well as additional features included in the propulsion system.
Drilling system
The prototype manufacturing was split into 3 phases, with each phase lasting a week. Separating the prototype development into multiple phases allowed the team to keep track of all the milestones in each phase.
Phase 1
In the first phase, the team completed all the procurement of parts. The majority of the mechanical and electrical components were purchased from RS components, namely the 4 driven and driving gear, and the Raspberry Pi board. Parts that are proprietary to our drilling mechanism were manufactured in the university workshop.
To minimise time wasted, we conducted the laser cutting process ourselves. The laser cutting process includes the manufacture of the side panels and gear housing layers. The acrylic panels were assembled together with angled brackets to form the outer housing of the drill mechanism. The plywood was assembled layer by layer to form the gear housing. The gear assembly was tested to assess the smoothness of the transmission.
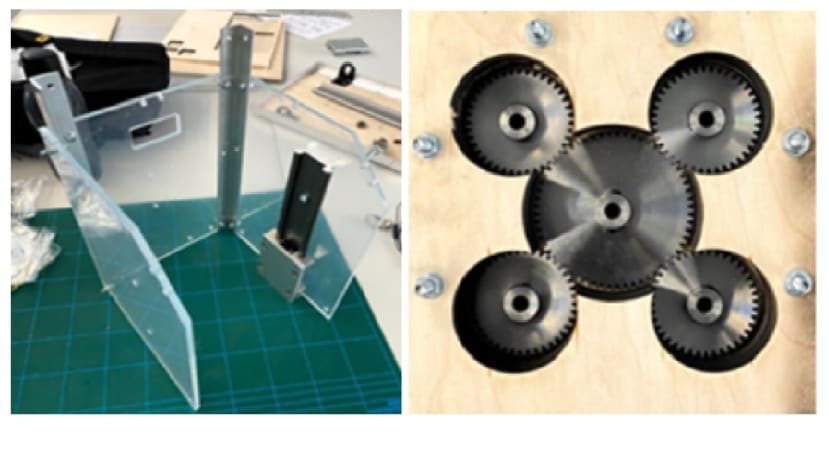
Figure 1: Phase 1 progress
Key achievements achieved in this phase include:
- Research, planning, and procurements done in preparation for the prototype development.
- The gear housing and side walls were manufactured and assembled.
- All outsourced parts arrived awaiting assembly.
Phase 2
Phase 2 began after all the parts manufactured by the university workshop were ready for collection. The primary focus of Phase 2 was to assemble all the parts and get them ready for testing. The team realised that the torsional calculations take the assumption that the side panels are connected to a base plate. The base plate was part of the main chassis and was not initially considered in the manufacturing phase. Thus, a makeshift base plate was laser cut using plywood.
While the parts were being assembled, the electronic circuitry was connected to the gear motor and the stepper motor to ensure all components were working, while also testing their performance. The current monitoring feature (which will be discussed later in the article) was also implemented and tested. To conclude Phase 2, all the manufacturing and assemblies of subcomponents were completed and ready for testing in Phase 3.
The achievements for the second phase are:
- All parts including parts from the university workshop acquired.
- Sidewalls, backplate, and base plate manufactured by laser cutting.
- Assembly of all sub-components to form the aeration mechanism finished and ready for testing.
The figure below shows the final setup after manufacturing and assembly of all the components.

Figure 2: Assembled drill mechanism after phase 2
Phase 3
The primary objective of Phase 3 was to identify and evaluate any mechanical design issues within the Aeration Mechanism before testing could begin. Prior to assembly, the primary concern was the “Kitchen Cabinet” problem, which was discussed in the previous article. To reiterate, this was a concern within the acrylic panels failing to provide sufficient stiffness under the torsion of the driving gear. From the FE analysis, the worst-case scenario was found to be the igus linear rails not having smooth motion vertically due to the misalignment of the panels and stresses on the rails. However, with the improved thickness of the side panels, this issue was resolved. The linear rails were also lubricated to reduce the effect of the stresses.
An issue was identified with the linear actuator having trouble supporting the weight of the drill mechanism. This resulted in the lead screw of the linear actuator detaching from the motor due to the weight. This was more prevalent during the upward motion of the drill mechanism. To counter this a bracket was fastened under the actuator, such that the lead screw is held in place by the bracket. The stepper current motor was also increased to ensure smooth vertical motion.
The achievements for the second phase are:
- Mechanical issues, involving assembly and components resolved.
- The Aeration Mechanism was able to have consistent drilling runs without any mechanical failure, and deemed ready for the testing stage.
Testing and Results
Drilling into soil
The testing of the aeration mechanism was done on three types of soil: firm loam soil, soft loam soil, and compacted soft loam soil. These soils resemble some of the types of soil found in a typical lawn. The aeration operation was set up so to closely replicate the actual process our aeration mechanism would go through as if it was a fully functional product. The step by step aeration operation procedure is as follows:
- In Standby mode, the drill bits started to rotate in the clockwise direction at full speed under no-load condition.
- After eight seconds, the linear actuator brought the gear housing downwards, while the drill bits continued rotating.
- As the drill bits reached the soil, they started drilling into the soil until it reached 60 mm depth.
- If there was no interference during the drilling process, when the drill bits reached their target depth, they started to rotate in the anticlockwise direction to release themselves from the soil.
- The linear actuator lifted the gear housing upwards again back to its initial position, thus ending the aeration operation cycle.
This procedure is repeated on the three types of soil mentioned above. During testing, there were no issues synchronising the hardware and the software and the aeration operation behaved as intended.
Soft loam soil
The first type of soil tested is soft loam soil. The drill penetrated the soil until the desired depth of 60 mm without any issue. Therefore, the aeration operation performed as expected.
Compacted soft loam soil
As the performance of the aeration mechanism on the soft loam soil was excellent, the second test was conducted on the compacted soft loam soil where a shovel was used to compact the soil. As expected, the aeration mechanism did not have any issues drilling down into the soil achieving a depth of 60 mm.
Hard loam soil
Problems started to arise when we changed the soil type to a hard loam soil. In the beginning, the aeration operation started out normal as it managed to drill into the top part of the soil. As the stepper motor lowered the drills deeper into the ground, the drills started to slow down and eventually stall. Looking back at the technical details of the motor, this should not have happened as the specification sheet provided by the manufacturer indicated that there should be enough power for the drilling of even higher density and compacted soil.
One possible error could be attributed to the mechanical loss and the efficiency of the assembly. To verify this claim, we used a tachometer to measure the actual rotation speed and identified the efficiency of the system and what we found was that the experimental efficiency for the individual gears is significantly lower than the theoretical efficiency. This is significantly lower than the calculated torque and RPM transmission even with a safety factor of 15% in the final gear assembly.
A possible reason for the efficiency loss can be attributed to the clamping action on the two ends of the gears to prevent the wobbling of the drill discussed above. It was observed that the gears are harder to rotate after the clamping adjustments were made, thus resulting in a lower RPM.

Figure 3: Source of mechanical efficiency loss due to clamping of the gears.
Rock detection using current monitoring
As mentioned prior, there is a possibility of the drill encountering hard obstacles embedded in the soil. The drill can become worn or snap if pressure is constantly applied, hence a current monitoring method was proposed to act as a feedback mechanism. An ACS725 current sensor was introduced to feedback the current value of the gear motor to the Arduino microcontroller. The drilling operation would be stopped instantly whenever the pre-set current threshold is reached.
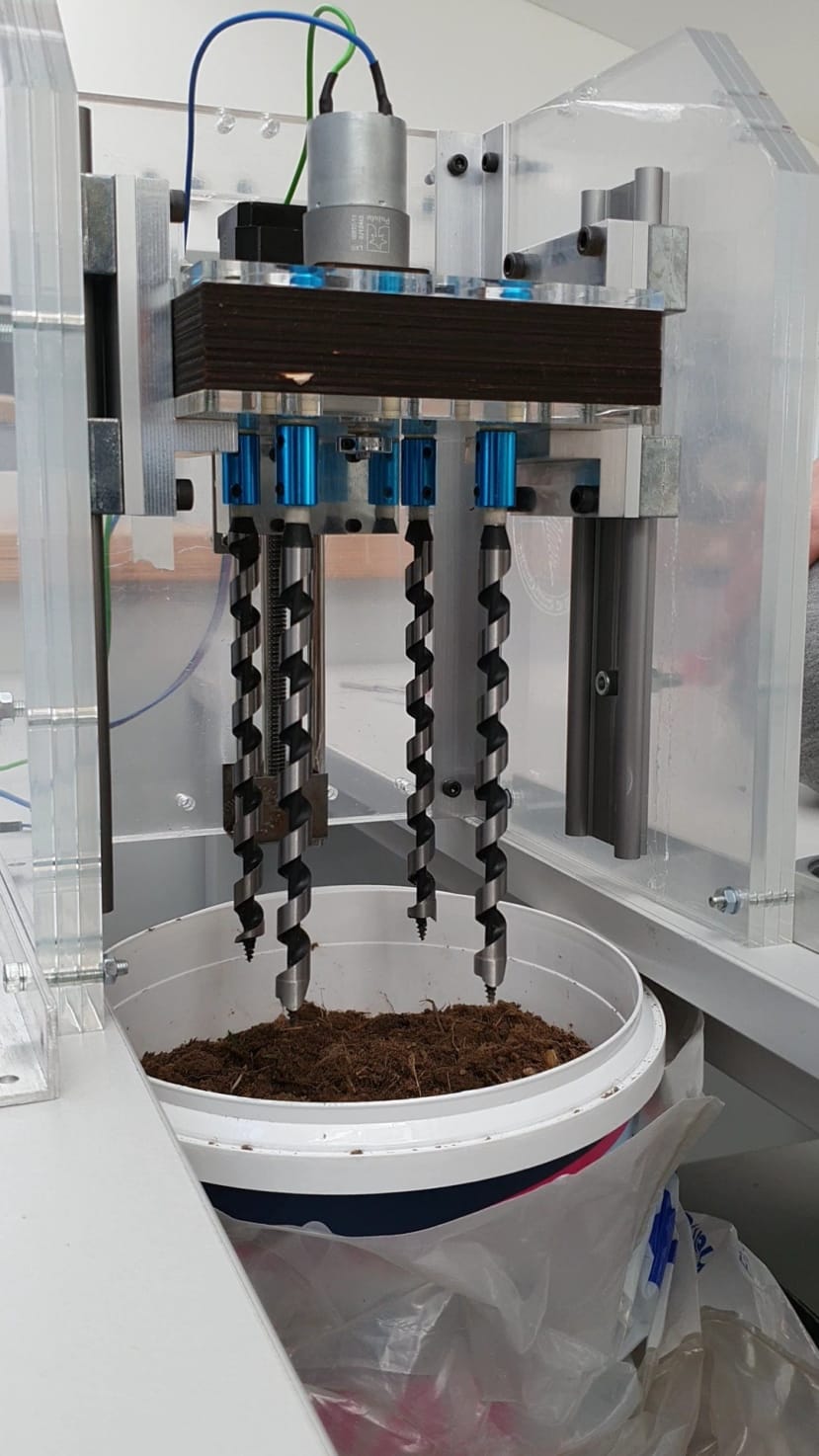
After combining both the drilling and the electronic components, the test on the drilling system was carried out separately with the Propulsion. The primary aim of the test was to ensure that the proposed current monitoring technique could effectively provide protection to the drill, as well as satisfying the design specifications listed previously. The test was performed by allowing the drill bits to drill into firm loam soil, which is more difficult due to the presence of roots and huge chunks of soils clumping together.

Figure 4: Drilling System Set-Up
The current values are observed from the serial monitor. The result is discussed below (Figure 5).
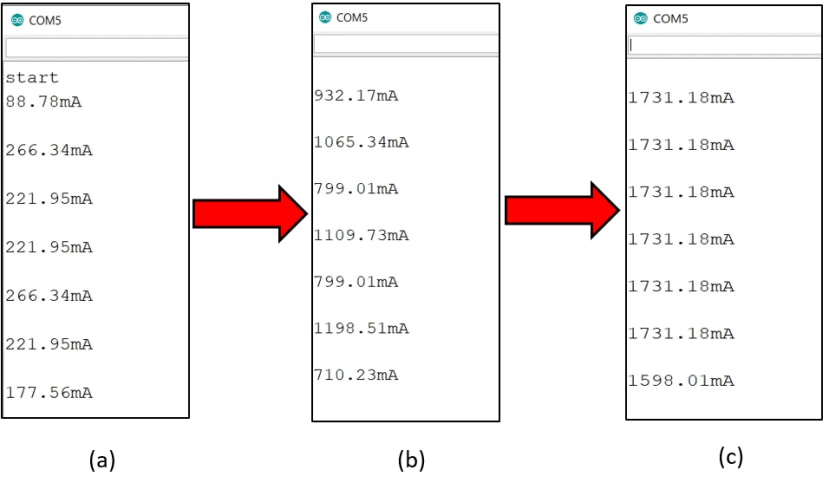
Figure 5 (a)-(c): Transition of Current Drawn Values
Initially, as the drill bits were lowered and yet to be in contact with the soil, the serial monitor showed that the current was fluctuating between 80mA to 250 mA (Figure 5 (a)). This initial current draw is due to the no-load operating condition of the gear motor (200 mA). When the drill came in contact with the soil, the current values increased drastically due to the soil resistance applied to the drill bits. As a result, the gear motor drew more current to generate more torque to turn the drill bits (Figure 5 (b)). As the drill became more embedded into the soil, the current exceeded the pre-set threshold of 1500 mA (Figure 5 (c)). As expected, the gear motor stopped spinning and the downwards motion was halted. Then, the drilling process was overwritten with drill bits turned anticlockwise to retract them from the soil. At the same time, the linear actuator lifted the whole gear housing back to its initial position.
Propulsion system
Radio Control (RC) Configuration
Although the overall aim is developing an autonomous feature for RLA, manual control using RC is equally essential as well as development of the system. The RC comprised FrSky Taranis X9 Lite Transmitter and FrSky Archer M+ receiver with Access protocol.
There were a total of 32 output channels that can be mapped with desired functions on the transmitter. In this application, only six channels were occupied for this project (Table 1). The radio configuration could be done on either OpenTx Companion or transmitter.
| Channels | Input |
|---|---|
| 1 | Roll (Steering) |
| 2 | Pitch |
| 3 | Throttle |
| 4 | Yaw |
| 5 | Arm/ Disarmed |
| 8 | 6 Different Modes |
Table 1: Input of Six Channels on RC Transmitter
The first four channels were mapped with the basic movements (Roll, Pitch, Throttle, Yaw). Since our robot behaved like a rover, only x and y direction of movements (Steering and Throttle) were required. They were configured as the inputs for each rudder stick on the transmitter to provide manual control. The pitch and yaw channels stayed inactive all the time.
Ensuring the RLA could carry out its mission safely is the top priority. Thus, a two-step safety mechanism is included to restrict the movement of the robot before one could arm the motor to activate it. Firstly, the motor must be armed on the transmitter. The arming/disarming mechanism was configured in channel 5 (Table 1). The second step would be switching the RLA from safe state to unsafe state from the safety switch of the GPS module. After completing the mission, it can be deactivated directly by disarming the motor from the transmitter. Likewise, a failsafe mechanism was added to minimise the damage to machinery or personnel in the event of a failure in a system. The throttle value would drop instantly to zero upon triggering the respective mechanism.
In addition, the RLA could be switched to six different modes (Table 2): ‘Manual’, ‘Auto’, ‘Guided’, ‘Hold’, ‘Loiter’ and ‘Return to Launch (RTL)’. When switched to manual mode, ‘Auto’ mode is overwritten and the user has direct control over the throttle and steering of the RLA. Next, ‘Hold’ mode would stop the RLA at its current position for arming or disarming. The rest of the four modes are GPS-dependent. ‘Auto’ mode allows the mission to be carried out autonomously. The RLA would cruise along the pre-routed path which is uploaded to the Cube through Mission Planner. ‘Guided’ mode allows the user to guide the RLA to head to a specified location. ‘Loiter’ mode behaves like ‘Hold’ mode except that RLA would be loitering within a working radius. Finally, ‘RTL’ is a useful mode that allows the RLA to return to home or charging station for recharging after a long-haul mission.
| Channel 8 | PWM Range | PWM Values |
|---|---|---|
| Manual | 0-1230 | 982 |
| Guided | 1231-1360 | 1284 |
| Auto | 1361-1490 | 1412 |
| Hold | 1491-1620 | 1545 |
| Loiter | 1621-1749 | 1672 |
| RTL | 1750+ | 2006 |
Table 2: Six Driving Modes Correspond to Different PWM Values on Channel 8
The audio pack was downloaded to provide an audio feedback feature on RLA. Each respective mode was mapped to its dedicated audio file in OpenTx Companion.
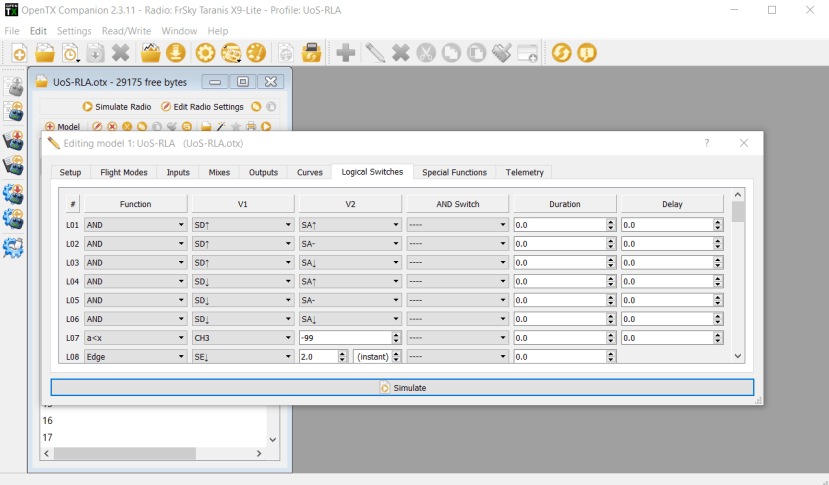
Figure 6: OpenTx Companion
Manual Testing using RC
A test was carried out to determine if the RLA could respond to the input from the RC transmitter in manual mode. For better visualisation of the motor speed, the voltage outputs of the motor controller were measured in correspondence to the throttle stick position. Since speed is directly proportional to the voltage output, a multimeter was used to measure the voltage output of each position of the throttle stick.
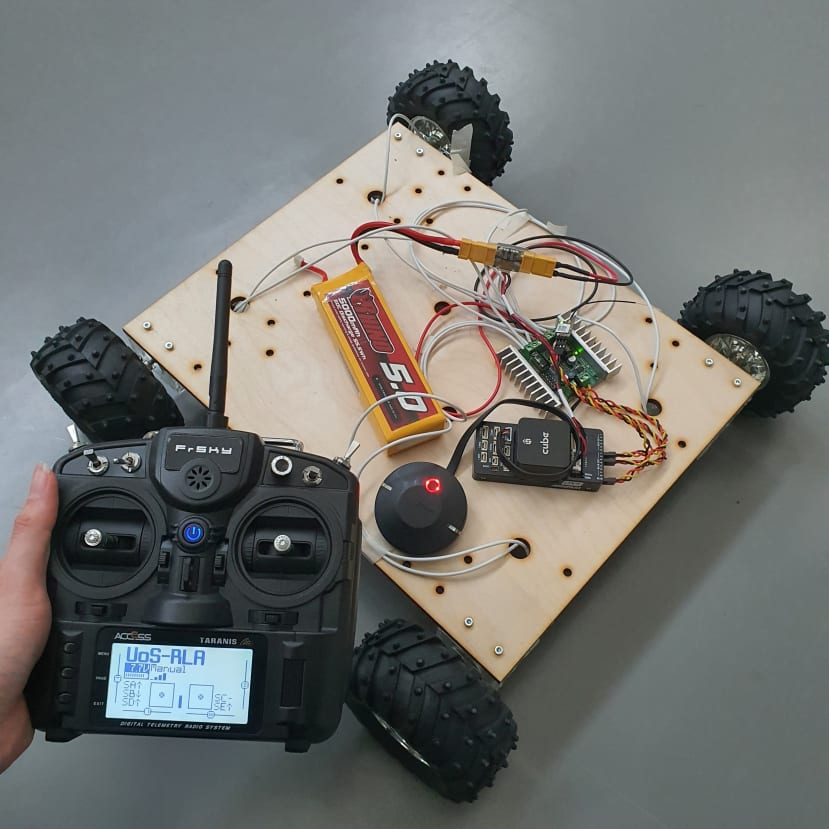
Figure 7: Manual Testing using RC Transmitter
The voltage values of both channels were recorded in Table 3. The relationship between voltage versus throttle positions was plotted.
| Throttle Position (%) | PWM Value | Right Channel | Left Channel | ||||
|---|---|---|---|---|---|---|---|
| M2A | M2B | Difference | M1A | M1B | Difference | ||
| 0 | 982 | 0 | 11.15 | -11.15 | 0 | 11.23 | -11.23 |
| 12.5 | 1110 | 1.909 | 8.75 | -6.841 | 1.351 | 9.33 | -7.979 |
| 25 | 1238 | 3.515 | 7.18 | -3.665 | 3.193 | 7.53 | -4.337 |
| 37.5 | 1336 | 4.49 | 6.19 | -1.7 | 4.23 | 6.46 | -2.23 |
| 50 | 1494 | 3.97 | 3.97 | 0 | 3.98 | 3.98 | 0 |
| 62.5 | 1622 | 6.1 | 4.57 | 1.53 | 5.88 | 4.8 | 1.08 |
| 75 | 1750 | 7.39 | 3.288 | 4.102 | 7.08 | 3.66 | 3.42 |
| 87.5 | 1878 | 9.35 | 1.363 | 7.987 | 8.73 | 1.391 | 7.339 |
| 100 | 2006 | 11.17 | 0 | 11.17 | 11.1 | 0 | 11.1 |
Table 3: Right and Left Motor Channels Voltage versus Throttle Position Table

Figure 8: Right and Left Motor Channels Voltage versus Throttle Position Plot.
From Figure 8, it can be deduced that the right motors moved slightly faster than the left motors although it was not visible enough. At 25% throttle position, it shows the greatest difference (17%) with the left motor channel as a reference. The error is mitigated by increasing the PWM value input received by left motors to compensate for the losses in speed. The subsequent test showed that the difference has been reduced to 1-2%, which results in lesser deviation.
Conclusion
Over the course of this project, we have successfully developed a proof of concept for an autonomous lawn aerator along with an SITL simulation of taking an outline of a lawn in ArduPilot and generate a path for the aerator to follow, which can then be translated as a merger between our aeration mechanism and the driving motors to move between waypoints. Our aeration mechanism has shown that it is able to penetrate soft soil and leave holes that are large enough for the aeration process to occur.
By integrating gears into the design, multiple drills can be used with only a single motor, making the design easier to be scaled up in a modular fashion in multiples of four, while keeping a square pattern of 7 cm x 7 cm. Alongside this, we tested a current monitoring system to protect the drills from stones that may be embedded in the soil. In practice, these stones can be dangerous to our product because the wrong contact with obstacles over sustained periods will increase the risk of critical failure, which would be the drills snapping in the soil. This result would of course prevent any further aeration of the soil.
In software terms, the development from a GPS image to a route for the robot has been developed using both Mission Planner and our own GUI to convert it to a traditional lawnmower style route. Additionally, the merger between the driving motors and the aeration mechanism using a Raspberry Pi allows the systems to be tested concurrently, despite not manufacturing the propulsion system. According to our initial design brief, the complete model remains untested but in light of changing COVID restrictions, we were only able to test the aeration mechanism. However, these tests proved to show promise for the future of this project.
Further improvements
Looking back at the projects there were a few ideas that the group conceptualised but did not have the time to investigate in full. We would like to present them here to anyone who might be interested in pursuing an autonomous lawn aerator.
First, being autonomous means giving control over to the electronics and control systems. Despite having a layer of safety in the form of manual remote control override, things can still go wrong when no one is monitoring the machine. In order to mitigate this as much as possible, obstacle avoidance might be a good starting point. The simplest level of avoidance is to simply stop when an object is directly in front and blocking the line of aeration. Detecting obstacles can be established with a distance sensor and there are several options available. Due to the outdoor nature of the robot, the common ultrasonic sensor is not very effective because of interference. Instead, a LiDAR sensor is a much better option as it uses light instead of sound which even improves the sharpness of measurements. The price of LiDAR modules has significantly dropped over the years and currently, one can be obtained for around 40 GBP. Integration with the Cube Black flight controller is also straightforward with specific information available in the ArduPilot documentation and therefore, we highly encourage the use of this to provide an additional level of safety to the autonomous robot.
Second, there are several additional features that can be added to a robotic lawn aerator to improve its value and one example is backfilling top dressing. This can be incorporated with an additional mechanism and some soil storage. Whilst doing aeration, the robot can also backfill to save the gardener doing multiple passes over the lawn. This is a very useful feature that one might be interested in implementing and can be a separate project on its own.
Finally, our robot is only a prototype with the purpose of being a proof of concept. From simulations, we can gauge the time taken to complete a certain lawn size and currently it is not very competitive. However, speed improves significantly when more drill bits are being used and thus an upscaled design would be a much more compelling product within the market. The concepts remain the same with most of the electronics setting able to be carried forward for the bigger design with larger actuators. We believe with sufficient resources, one can manufacture a fully functioning, marketable robotic lawn aerator.
We thank you very much for following us on this journey. Every group member has managed to gather a lot of new knowledge and skills to mature as an individual. We are very proud of what we have achieved given the circumstances presented by the pandemic. We hope to see you again on another project.
If you have additional interest in the project, feel free to contact our supervisor, Dr Timothy Waters (tpw@soton.ac.uk) for more information.
Other parts in this series can be found: