Loudspeaker Manufacturing System Desgin
Follow project Dave from DesignSpark
Dave from DesignSpark
How do you feel about this article? Help us to provide better content for you.
Dave from DesignSpark
Thank you! Your feedback has been received.
Dave from DesignSpark
There was a problem submitting your feedback, please try again later.
Dave from DesignSpark
What do you think of this article?
 This Loudspeaker manufacturing system is based on the automated production to design on U-shaped layout including sorting robots, automatic tray recycling, manual supervision, etc. the design can improve production efficiency and balance.
This Loudspeaker manufacturing system is based on the automated production to design on U-shaped layout including sorting robots, automatic tray recycling, manual supervision, etc. the design can improve production efficiency and balance.
Demo video

Manufacturing System Design
M32064
Student Name: JIAYAN CHU
Student ID: up950114
Tutor Name: Dr Luka Celent
Introduce
This report introduces the simulation of loudspeakers production through lean thinking, which is divided into three main parts, the purpose of which is to simulate realistic production as much as possible.
LoudspeakerWork principle
The basis of the working principle of the loudspeaker is the interaction between the voice coil, the ring magnet, the spider, and the diaphragm. Voice coil is composed of a long copper wire surrounded by heat resistance. When current passes through, a magnetic field is generated around it to form an electromagnet phenomenon. This invisible magnetic field is like a rectangular permanent magnet, and its polarity and direction are will constantly change according to changes in voltage and current direction. Place the voice coil vertically at the centre of the fixed ring magnet (as shown in Figure 1), The interaction between the fixed magnetic field and the changing magnetic field pushes or pulls the voice coil. And corrugated spider converts this movement into a cone-shaped and surrounding vertical movement of its, and then through the diaphragm vibrating air molecules to produce collisions of air molecules with the same frequency as the current to form sound transmission.

Figure 1
Background
The production process of a loudspeaker can be simply divided into three parts. The first part is to assemble "hard" parts including pole plate, magnet, top plate, and frame then to be magnetized by magnetization station. The second part is to assemble "soft" parts including spider coil, diaphragm, and dust top through an automated test machine for testing. The third part is the movement of qualified products including bagging, stacking, wrapping, and transporting to the warehouse by Fork-lift trucks. Table 1 shows the production process time and sequence.
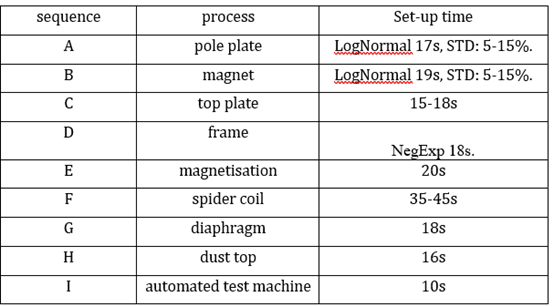
Table 1
It is worth notice that the set-uptime of these processes in the third part needs to be assumed according to the principle of maintaining or improving the line balance of the first two parts and actual production conditions. Human operator involvement is required in the process of assembling F and H. The manufacturing aim is to produce one loudspeaker every 20s over an 8hr working day in a week, which also means 1440 units in one working day.
Methodology and Knowledge
This report is based on simulation working on software Enterprise Dynamic and assumption methods. And the main knowledge used in the simulation is the lean manufacturing system and academic words from Japan “JIDOKA” and “KAIZEN” to optimizing the manufacturing system in a cost-effective way and maximum automation possible. Lean manufacturing is a tool that helps eliminate waste and reduce cycle time by eliminating worthless activities in the manufacturing process (Atul Palange, 2021), and the significant meaning of “KAIZEN” is focused on continuous improvement (D.R.Kiran, 2020).On my view, the basis is improvement and the key world is sustainable in a continuous and effective way and the bottleneck problem in the manufacturing process is like a barrel-effect that production capacity does not depend on the most efficient part but on the least efficient part.
Main work
This part will be divided into three steps, which are the prototype model and simulation.
In this case, the manufacturing of loudspeaker is batch production that quantities are 100 to 5000, which is belongs to multi-station fixed routing with the semi-automated production line in all types of manufacturing systems and the lay-out of multi-station is process-type. Review background information, the minimum number of workstations is calculated to 8 (total task time/cycle time). The prototype way is to choose an In-line machine layout as an example. The situation is shown below in figure 2.
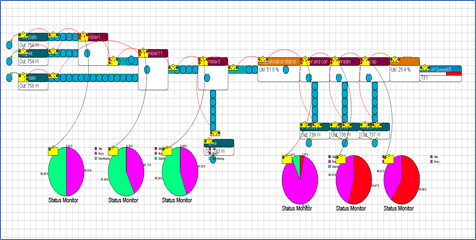
Figure 2
The prototype shows that in the case of the original set-up time, the 8-hour production capacity is 731 units, which is far from reaching the desired goal. With ideal production conditions, the cycle time of the entire production system is at least 20 seconds. But except for the spider coil assembly part, the time of the rest process is close to 20 seconds. In addition, according to the status monitor in figure 1 and Graph 1, it is obvious that the first three assemblers are in a broken output situation, while the fourth assembler is in a higher busy state that further proves this is a bottleneck point. The only solution is to increase the production speed of the assembler part of the spider coil for 20 seconds, which will be assumed in the model step.
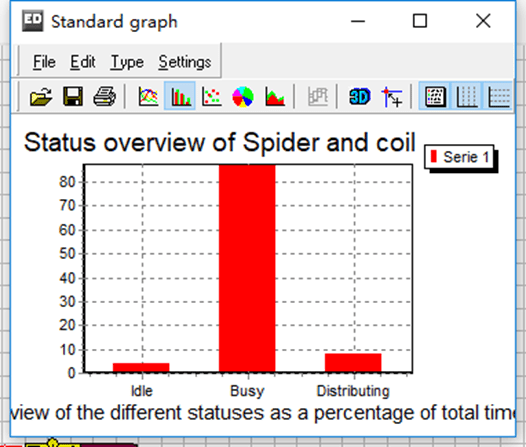
Graph 1
Part 2
In the model step, by accelerating the cycle time of the bottleneck workstation (Break the bottleneck) to reach the lowest level of overall production speed, the single-day production capacity reached 1373units (shown in figure 3), which is closer to the production target. Compared with the prototype, this Status Monitor shown the utilization rate of all assembler workstations exceeds 75 percent and operating smoothly with their cycle time. But the ATM service shows that the utilization rate is less than 50 percent because its cycle time is 10 seconds, which is much lower than the cycle time of the overall system.
The reason for insufficient production is the cycle time of all workstations cannot remain the same for 20 seconds, it is closer to the real situation, the efficiency of a line balance cannot reach 100 percent, there has idle time and distributing stuck situation. Therefore, after simulating the actual situation, the production goal can be achieved by working overtime or improving the overall cycle time of the production system.

Figure 3
After completing the "hard” and “soft” part combination, the movement part will be added after the queue station. As shown in figure 4, in order to get closer to reality and keep the efficiency of the line balance basically unchanged, assuming that the cycle time of all workstations of the model is between 18 seconds and 21, and Fork-lift trucks travel at 2m/s. There is an assembler station combine 36 bagged loudspeaker and an unreturnable container and then transited to the warehouse by a Fork-lift truck. In the next simulation, the cycle time can be changed according to the actual situation to show more accurate production capabilities.

figure 4
Part 3
This is an important part of the loudspeaker simulation, there are some continuous improvements as a part of “KAIZEN” and reduce the seven lean wastes with automation as more as possible.
- Change the In-line machine layout to U-shaped machine layout turning between assembler diaphragm and Dust cap, the reason is considering about assembler worker could opera in a shorter distance. This layout is a relatively lower transmit requirement. But the layout design with lean thinking can make closer between the feed input source (stare point: fed pole plate) of the production line and the warehouse (endpoint), which helps to reduce the waste and cost of transportation that is one of seven lean wastes in real production. At the same time, different feed inlets can be close to each other according to the specific positions of different workstations, so that robots can be used to complete the transportation between the feed and the conveyor to further improve the automation requirements. And it is more convenient to transport two materials whin one location by one truck in realistic production, which is shown as the input source of frame and dust cap in figure 5. There is a detailed point about conveyors and queues, the system design can adjust the height and length requirements of conveyors and queues according to the actual situation, so that effective space can be used in a lean way to save inventory cost, such as overhead conveyors.

figure 5
2. If the content can be returnable, the system cost movement can reduce the lean waste of overprocessing. There has a question about speed and container number control, if under the premise of not causing the part of movement stuck, and the number of returnable containers is the first priority, using one returnable container to maintain line balance, the cycle of movement part is around 20 seconds. But it is necessary to set restrictions on the inter-arrive time or the number level of container input in DS simulation to avoid system congestion and the repeated use of returnable containers. The cycle time set is shown below in figure 6. If more returnable containers are required to participate, the set-up time can be changed according to different numbers, or it can be implemented while keeping the system smooth, for example with 5 returnable containers in figure 7 of the 3D simulation shown below. It is worth noting in picture 8 that the capacity of the warehouse needs to be relatively surplus actual output to ensure that there is enough space for storage and to provide support for Just in time and pull system.

figure 6
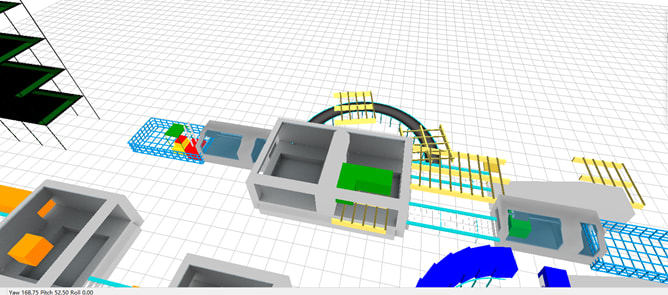
figure 7

figure 8
3. In the case of unavoidable manual participation, assuming that the remaining workstations do not require inspection or intermittent manual requirements they can maintain a relatively close distance to help each other to produce, improve production efficiency and reduce the time cost of walking which shown in figure 9.

figure 9
4. Feeders can be made by porter and robot, which unload the material parts and transmits from source to conveyor, the set-up time is 4 and 1.6 seconds for each. But that cycle time led to some congestion in distributing parts which shown by the first three Statues Monitor in figure 5. This means the input capacity of these parts is excessive which is one of seven-lean waste of overproduction. There are two available solutions, the first is to adjust the cycle time of input to be closer to the cycle time of the production system, and the second is to separately add the lock section at the input part that causes congestion and unlock the section at its next assembler workstation. Figure 10 shows the resolved result.

Figure 10

Figure 11
There are a summary report picture 11 of loudspeakers, which is not accurate enough for a fully simulated reality production system, two reasons introduce:
- Workstation ATM requires 1% of inspected units do not comply with specifications and are removed and rework for defective products is not simulated.
- Mean Time Between Failures (MTBF) and Mean Time to Repair (METR) is not applied in this simulation, the automated production system depends on the reliability of the production machine. This part is carried out as an experiment. The reference basis and results will be shown in Appendix.
However, based on the current results, the production volume of 8 hours in a working day is 1332, and the final output can be improved through further improvement. The following are some improvement plans in an eco-friendly way:
- Reducing the number of robots in the input section, use one robot to complete 2 to 3 transport tasks and increase its speed.
- Try to reduce the cycle time of each workstation, thereby reducing the overall cycle time to increase production output.
- Apply six lean standards to improve the production environment and methods, and indirectly increase productivity in a smoother way.
- More cost information is needed to design the production process layout through cost calculations.
Conclusion
This report clearly shows the simulation process, details, and results. In this way, simulate realistic production and complete lean analysis. If the simulation is further improved, it needs to be adjusted or added more details to research more accurate analysis and conclusions.
Reference
Picture 1: https://www.youtube.com/watch?v=RxdFP31QYAg&t=180s
Atul Palange, P. D., 2021. Lean manufacturing a vital tool to enhance productivity in manufacturing.materialstoday: processdings, 23 1.
D.R.Kiran, 2020. Chapter 11 - Kaizen and continuous improvement.Work Organization and Methods Engineering for Productivity, pp. 155-161.
Appendix
Simulation layout:

Simulation 3D Layout:
